
Page 64 - 无损检测2021年第二期
P. 64
齐高君, 等:
奥氏体不锈钢小径管焊接接头的相控阵超声检测
图 7 可拆卸链式扫查装置结构示意
校准误差。编码器校准完毕后将相控阵探头安放在
扫查装置的探头支架中, 加以固定。
3.10 检测实施
检测区域高度为工件厚度, 检测区宽度为焊缝
及其热影响区的宽度和。焊接接头两侧扫查面宽度
不小于 60mm 。对整个扫查区域进行打磨处理, 去
除影响探头移动和耦合的杂物。标记扫查 的起始
点、 扫查方向、 扫查参考线, 所有标记应对扫查无影
响; 所述扫查参考线是距焊缝边缘或焊缝中心一定
距离的线条标记, 距焊缝边缘或焊缝中心的距离与
仪器聚焦法则中设定的探头平移距离相同。
在焊缝两侧分别扫查或双侧同时扫查, 若因条
件限制只能从焊接接头的一侧扫查时, 应采用不同
的聚焦法则, 设置不同的探头位置及角度扫查范围
进行检测, 确保检测区域的全覆盖。扫查时应保证
-1
扫查速度小于 300mm · s , 同时应保证耦合效果,
扫查停止位置应越过起始位置至少 30mm , 完成扫
查后及时保存检测数据。
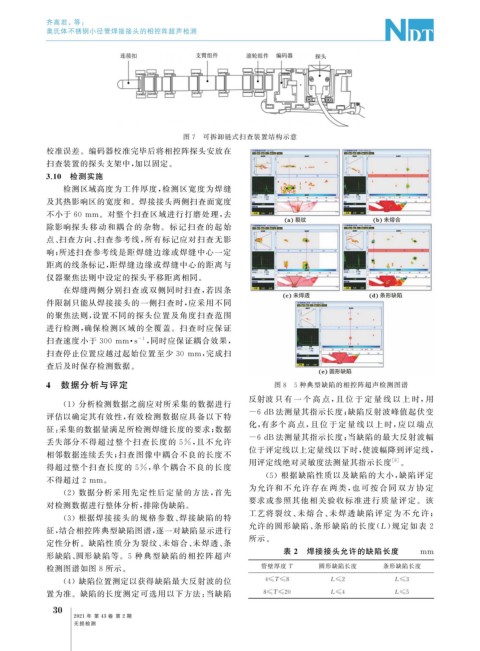
4 数据分析与评定 图 8 5 种典型缺陷的相控阵超声检测图谱
反射波 只 有 一 个 高 点, 且 位 于 定 量 线 以 上 时, 用
( 1 )分析检测数据之前应对所采集的数据进行
评估以确定其有效性, 有效检测数据应具备以下特 -6dB 法测量其指示长度; 缺陷反射波峰值起伏变
化, 有多个 高 点, 且 位 于 定 量 线 以 上 时, 应 以 端 点
征: 采集的数据量满足所检测焊缝长度的要求; 数据
-6dB 法测量其指示长度; 当缺陷的最大反射波幅
丢失部分不得超过整个扫查长度的 5% , 且不允许
相邻数据连续丢失; 扫查图像中耦合不良的长度不 位于评定线以上定量线以下时, 使波幅降到评定线,
用评定线绝对灵敏度法测量其指示长度 [ 8 ] 。
得超过整个扫查长度的 5% , 单个耦合不良的长度
( 5 )根据缺陷性质以及缺陷的大小, 缺陷评定
不得超过 2mm 。
为允许和 不 允 许 存 在 两 类, 也 可 按 合 同 双 方 协 定
( 2 )数据分析采用先定性后定量的方法, 首先
要求或参照其他相关验收标准进行质量评定。该
对检测数据进行整体分析, 排除伪缺陷。
( 3 )根据焊接接头的规格参数、 焊接缺陷的特 工艺将裂 纹、 未 熔 合、 未 焊 透 缺 陷 评 定 为 不 允 许;
征, 结合相控阵典型缺陷图谱, 逐一对缺陷显示进行 允许的圆形缺陷、 条形缺陷的长度( L ) 规定如表 2
定性分析。缺陷性质分为裂纹、 未熔合、 未焊透、 条 所示。
表 2 焊接接头允许的缺陷长度
形缺陷、 圆形缺陷等。 5 种典型缺陷的相控阵超声 mm
管壁厚度 T 圆形缺陷长度 条形缺陷长度
检测图谱如图 8 所示。
( 4 )缺陷位置测定以获得缺陷最大反射波的位 4≤T≤8 L≤2 L≤3
置为准。缺陷的长度测定可选用以下方法: 当缺陷 8≤T≤20 L≤4 L≤5
3
0
2021 年 第 43 卷 第 2 期
无损检测