
Page 61 - 无损检测2021年第二期
P. 61
齐高君, 等:
奥氏体不锈钢小径管焊接接头的相控阵超声检测
目前, 奥氏体不锈钢小径管焊接接头的无损检 孔对比试块、 横孔对比试块等。半圆试块用于角度
测主要采用射线检测法和常规超声检测法进行。射 增益补 偿 曲 线 的 制 作, 直 孔、 横 孔 对 比 试 块 用 于
线检测存在辐射危害, 安全风险大, 检测成本高, 对 DAC ( 距离 - 波幅) 曲线的制作。焊接缺陷模拟试块
工期影响较大, 并且在检测密集管排、 壁厚大于 10 主要用于扫查灵敏度的确定和检测工艺的验证。
mm 的管道焊接接头时, 其透照工艺通常无法满足 1.2 检测原理
标准要求, 技术局限性尤为明显。奥氏体不锈钢焊 相控阵超声检测技术使用不同形状的多阵元换
缝具有晶粒粗大、 不均匀, 声学各向异性等特点。超 能器产生和接收超声波束, 通过控制换能器阵列中
声波在各向异性焊缝中传播时, 会发生畸变、 分离和 各阵元发射( 或接收) 脉冲的延迟时间, 改变声波到
传播路径的变化, 进而产生较大的衰减和散射, 直接 达( 或来自) 物体内某点的相位关系, 从而实现超声
影响超声检测的灵敏度和精度 [ 3-4 ] , 并且小径管曲率 波的波束扫描、 偏转和聚焦 [ 5 ] , 然后采用机械扫描和
较大, 现场检测时杂波多、 信噪比差, 因此, 奥氏体不 电子扫描相结合的方法进行检测, 并通过扫查装置
锈钢小径管焊接接头的无损检测一直是业内公认的 将检测坐标信息和声耦合状态显示在图像上, 最后
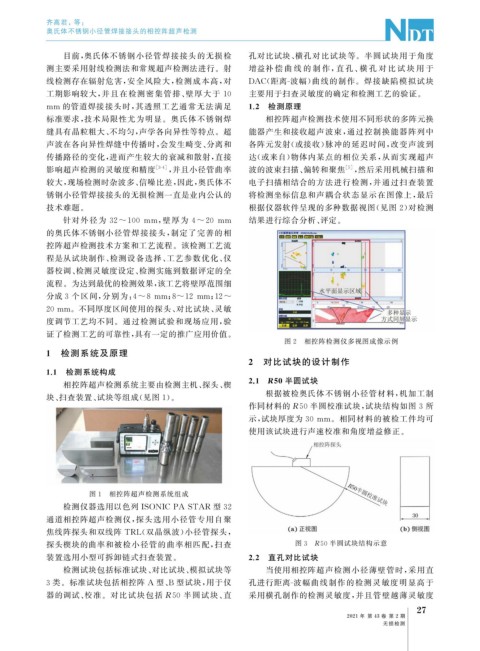
技术难题。 根据仪器软件呈现的多种数据视图( 见图 2 ) 对检测
针对外径 为 32~100 mm , 壁厚为 4~20 mm 结果进行综合分析、 评定。
的奥氏体不锈钢小径管焊接接头, 制定了完善的相
控阵超声检测技术方案和工艺流程。该检测工艺流
程是从试块制作、 检测设备选择、 工艺参数优化、 仪
器校调、 检测灵敏度设定、 检测实施到数据评定的全
流程。为达到最优的检测效果, 该工艺将壁厚范围细
分成3 个区间, 分别为: 4~8 mm ; 8~12 mm ; 12~
20mm 。不同厚度区间使用的探头、 对比试块、 灵敏
度调节工艺均不同。通过检测试验和现场应用, 验
证了检测工艺的可靠性, 具有一定的推广应用价值。
图 2 相控阵检测仪多视图成像示例
1 检测系统及原理
2 对比试块的设计制作
1.1 检测系统构成
相控阵超声检测系统主要由检测主机、 探头、 楔 2.1 R50 半圆试块
根据被检奥氏体不锈钢小径管材料, 机加工制
块、 扫查装置、 试块等组成( 见图 1 )。
作同材料的 R50 半圆校准试块, 试块结构如图 3 所
示, 试块厚度为 30mm 。相同材料的被检工件均可
使用该试块进行声速校准和角度增益修正。
图 1 相控阵超声检测系统组成
检测仪器选用以色列ISONICPASTAR 型 32
通道相控阵超声检测仪, 探头选用小径管专用自聚
焦线阵探头和双线阵 TRL ( 双晶纵波) 小径管探头,
探头楔块的曲率和被检小径管的曲率相匹配, 扫查 图 3 R50 半圆试块结构示意
装置选用小型可拆卸链式扫查装置。 2.2 直孔对比试块
检测试块包括标准试块、 对比试块、 模拟试块等 当使用相控阵超声检测小径薄壁管时, 采用直
3类。标准试块包括相控阵 A 型、 B 型试块, 用于仪 孔进行距离 - 波幅曲线制作的检测灵敏度明显高于
器的调试、 校准。对比试块包括 R50 半圆试块、 直 采用横孔制作的检测灵敏度, 并且管壁越薄灵敏度
7
2
2021 年 第 43 卷 第 2 期
无损检测