
Page 49 - 无损检测2021年第二期
P. 49
朱序东:
锻造奥氏体不锈钢管道焊缝的单侧超声检测
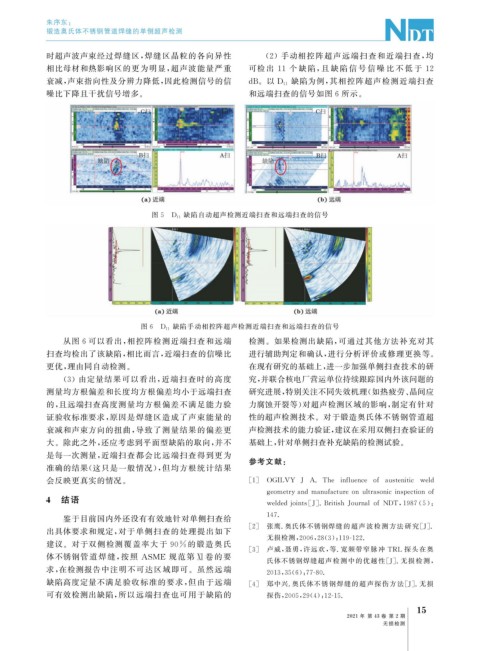
时超声波声束经过焊缝区, 焊缝区晶粒的各向异性 ( 2 )手动相控阵超声远端扫查和近端扫查, 均
相比母材和热影响区的更为明显, 超声波能量严重 可检 出 11 个 缺 陷, 且 缺 陷 信 号 信 噪 比 不 低 于 12
衰减, 声束指向性及分辨力降低, 因此检测信号的信 dB 。以 D 11 缺陷为例, 其相控阵超声检测近端扫查
噪比下降且干扰信号增多。 和远端扫查的信号如图 6 所示。
图 5 D 11 缺陷自动超声检测近端扫查和远端扫查的信号
图 6 D 11 缺陷手动相控阵超声检测近端扫查和远端扫查的信号
从图 6 可以看出, 相控阵检测近端扫查和远端 检测。如果检测出缺陷, 可通过其他方法补充对其
扫查均检出了该缺陷, 相比而言, 近端扫查的信噪比 进行辅助判定和确认, 进行分析评价或修理更换等。
更优, 理由同自动检测。 在现有研究的基础上, 进一步加强单侧扫查技术的研
( 3 )由定量结果可以看出, 近端扫查时的高度 究, 并联合核电厂营运单位持续跟踪国内外该问题的
测量均方根偏差和长度均方根偏差均小于远端扫查 研究进展, 特别关注不同失效机理( 如热疲劳、 晶间应
的, 且远端扫查高度测量均方根偏差不满足能力验 力腐蚀开裂等) 对超声检测区域的影响, 制定有针对
证验收标准要求, 原因是焊缝区造成了声束能量的 性的超声检测技术。对于锻造奥氏体不锈钢管道超
衰减和声束方向的扭曲, 导致了测量结果的偏差更 声检测技术的能力验证, 建议在采用双侧扫查验证的
大。除此之外, 还应考虑到平面型缺陷的取向, 并不 基础上, 针对单侧扫查补充缺陷的检测试验。
是每一次测量, 近端扫查都会比远端扫查得到更为
参考文献:
准确的结果( 这只是一般情况), 但均方根统计结果
会反映更真实的情况。 [ 1 ] OGILVY J A.The influence of austenitic weld
g eometr yand manufactureonultrasonicins p ectionof
4 结语 welded j oints [ J ] .BritishJournalofNDT , 1987 ( 5 ):
鉴于目前国内外还没有有效地针对单侧扫查给 147.
[ 2 ] 张鹰 . 奥氏体不锈钢焊缝 的 超 声 波 检 测 方 法 研 究[ J ] .
出具体要求和规定, 对于单侧扫查的处理提出如下
无损检测, 2006 , 28 ( 3 ): 119-122.
建议。对于双侧检测覆盖率大于 90% 的锻造奥氏
[ 3 ] 卢威, 聂勇, 许远欢, 等 . 宽频带窄脉冲 TRL 探头在奥
体不锈钢管 道 焊 缝, 按 照 ASME 规 范 第 Ⅺ 卷 的 要
氏体不锈钢焊缝超声检测中的优越性[ J ] . 无损检测,
求, 在检测报告中注明不可达区域即可。虽然远端
2013 , 35 ( 6 ): 77-80.
缺陷高度定量不满足验收标准的要求, 但由于远端 [ 4 ] 郑中兴 . 奥氏体不锈钢焊缝的超声探伤方法[ J ] . 无 损
可有效检测出缺陷, 所以远端扫查也可用于缺陷的 探伤, 2005 , 29 ( 4 ): 12-15.
5
1
2021 年 第 43 卷 第 2 期
无损检测