
Page 45 - 无损检测2021年第二期
P. 45
试验研究
DOI : 10.11973 / ws j c202102003
锻造奥氏体不锈钢管道焊缝的单侧超声检测
朱序东
( 生态环境部 华北核与辐射安全监督站, 北京 100082 )
摘 要:针对 AP1000 机组役前检查发现的锻造奥氏体不锈钢管道环焊缝轴向只能进行单侧
扫查的问题, 在调研的基础上, 对选取的有代表性的试块和缺陷进行了超声检测和定量分析, 提出
了解决意见。
关键词: AP1000 机组; 锻造奥氏体不锈钢管道; 超声检测; 单侧扫查
中图分类号: TG115.28 文献标志码: A 文章编号: 1000-6656 ( 2021 ) 02-0011-05
Sin g le-sideultrasonictestin g forfor g edausteniticstainlesssteel p i p eweld
ZHUXudon g
( NorthernRe g ionalOfficeofNuclearandRadiationSafet y Ins p ection , Ministr yofEcolo gyandEnvironment ,
Bei j in g100082 , China )
Abstract : Aimin g atthesin g le-sideim p lementationissuesdurin gtheaxialscannin gforfor g in g austenite
stainlesssteel p i p eweldsinAP1000units , characteristicblocksandcharacteristicdefectsarechosenforultrasonic
testin gdetectionandq uantitativeanal y sis , onthebasisofinvesti g ation , finall y , su gg estionsarep rovidedforthe
solutionofsin g le-sidescannin g issues.
Ke ywords : AP1000unit ; for g edausteniticstainlesssteel p i p e ; ultrasonictestin g ; sin g le-sidescannin g
ASME ( 美国机械工程师协会) 锅炉及压力容器
规范( 以下简称 ASME ) 要求对锻造奥氏体不锈钢
管道环焊缝在役前和在役时进行体积检测, 并要求
对超声检测技术进行能力验证。锻造不锈钢管道环
焊缝超声检测技术仅在双侧扫查的条件下通过了能
力验证。
虽然 AP1000 核电机组在设计上已充分考虑了
在役检查的可达性, 也采取了诸多措施, 如优化材料
和结构的可达性和可检性设计、 要求对需进行在役
检测的 焊 缝 进 行 表 面 处 理 ( 去 除 焊 缝 余 高) 等, 但
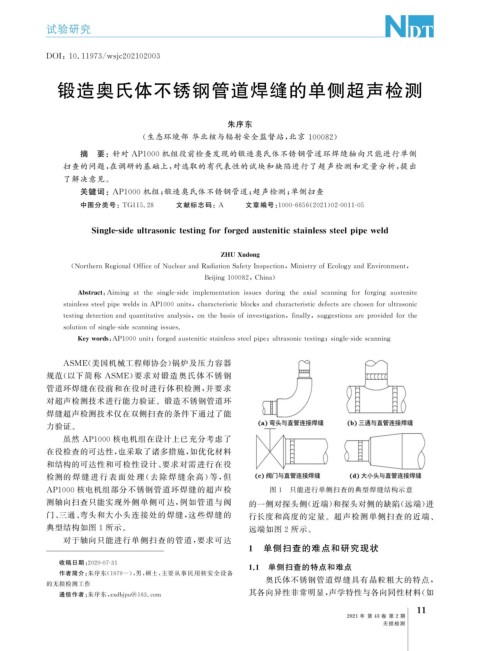
AP1000 核电机组部分不锈钢管道环焊缝的超声检 图 1 只能进行单侧扫查的典型焊缝结构示意
测轴向扫查只能实现外侧单侧可达, 例如管道与阀 的一侧对探头侧( 近端) 和探头对侧的缺陷( 远端) 进
门、 三通、 弯头和大小头连接处的焊缝, 这些焊缝的 行长度和高度的定量。超声检测单侧扫查的近端、
典型结构如图 1 所示。 远端如图 2 所示。
对于轴向只能进行单侧扫查的管道, 要求可达
1 单侧扫查的难点和研究现状
收稿日期: 2020-07-31
1.1 单侧扫查的特点和难点
作者简介: 朱序东( 1979- ), 男, 硕士, 主要从事民用核安全设备
的无损检测工作 奥氏体不锈钢管道焊缝具有晶粒粗大的特点,
其各向异性非常明显, 声学特性与各向同性材料( 如
通信作者: 朱序东, zxdb jp u@163.com
1
1
2021 年 第 43 卷 第 2 期
无损检测