
Page 101 - 无损检测2024年第十二期
P. 101
陈智发,等:
奥氏体不锈钢焊缝的相控阵超声检测图像融合技术
缝近表面区域的分组检测方法),可以较好地解决此 保融合后的图像在空间上具有一致性。图像融合算
难题。由于采用多个分组检测,形成多个检测图像, 法则根据实际应用场景的差别,选择合适的融合算
故需要对各个分组检测图像分别进行测量评定,这 法以获得最佳的融合效果,其融合的方法可分为像
种评定方式存在以下几个问题:① 焊缝中同一个缺 素级和特征级两种。
陷可能存在于多个分组超声检测图像中,导致对同 1.1 像素级融合方法
一个缺陷重复评定;② 各个分组参数差异或者探头 像素级融合方法原理为:忽略各个分组图像缺
在检测过程中楔块磨损程度不一样,导致同一个缺 陷检测灵敏度和位置的差异,直接将多个分组的相
陷的图像错位;③ 各个分组参数或探头差异使得缺 控阵超声检测图像通过像素融合变换为一个图像。
陷的检测灵敏度不一致,导致对同一个缺陷的大小 其运行流程如下。
评定存在差异。 (1)根据声线模拟图,以焊缝中心为0位置计算
笔者提出一种相控阵超声检测图像融合技术, 各个分组图像的起点位置坐标。
可以将多个分组检测图像通过配置进行空间对齐和 (2)根据各个分组的显示分辨率和显示范围,
合并,再对同一个缺陷在各个分组的检测灵敏度差 计算融合后图像分辨率以及图像显示范围。
异进行归一化,解决了缺陷错位和大小不一的问题。 (3)根据实际融合图像的像素位置,判断各个
通过融合图像可对缺陷进行精确测量、定位和评估, 分组原始图像匹配目标位置的像素位置。
为检测结果的可靠性提供有力支持。 (4)当融合图像上同一个像素位置存在多个原
始分组图像像素位置时,取多个位置中最大波幅值
1 相控阵超声检测图像融合技术
为融合图像上像素的位置值。
相控阵超声检测图像融合技术是一种先进的图 (5)对融合后的图像根据工件厚度再次进行叠
像处理技术,结合了相控阵超声成像和图像融合两 加融合,得出最终融合图像。
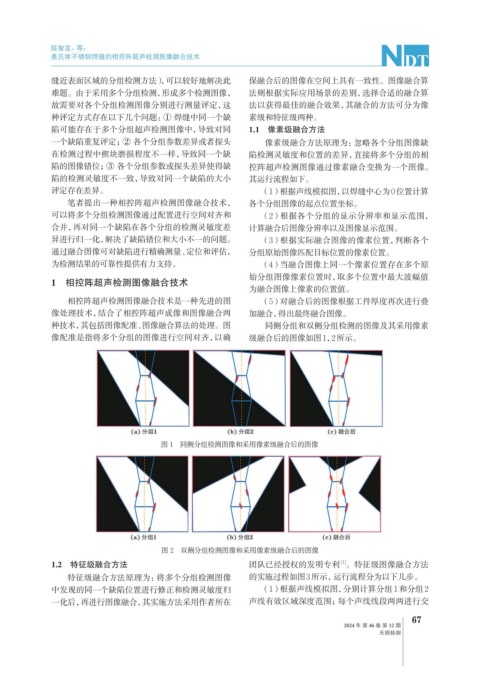
种技术,其包括图像配准、图像融合算法的处理。图 同侧分组和双侧分组检测的图像及其采用像素
像配准是指将多个分组的图像进行空间对齐,以确 级融合后的图像如图1,2所示。
图 1 同侧分组检测图像和采用像素级融合后的图像
图 2 双侧分组检测图像和采用像素级融合后的图像
1.2 特征级融合方法 团队已经授权的发明专利 。特征级图像融合方法
[1]
运行流程分为以下几步。
特征级融合方法原理为:将多个分组检测图像 的实施过程如图3所示,
中发现的同一个缺陷位置进行修正和检测灵敏度归 (1)根据声线模拟图,分别计算分组1和分组2
一化后,再进行图像融合,其实施方法采用作者所在 声线有效区域深度范围;每个声线线段两两进行交
67
2024 年 第 46 卷 第 12 期
无损检测