
Page 102 - 无损检测2024年第十二期
P. 102
陈智发,等:
奥氏体不锈钢焊缝的相控阵超声检测图像融合技术
点计算,求相交的扫描线组公式及对应交点的声程。 幅-6 dB作为最终条件获取回波的范围值,并分别
(2)根据相交的扫描线组对,获取与超声B扫 计算各个分组中最高波的中心位置。
描图像相对应的A型回波,在理论相交点声程位置 (4)根据各个分组中心位置声程计算中心位置
前后预留一定范围搜索最高回波,取所有扫描线组 所在的深度位置以及宽度位置。
中最高波所在组对,并获取该组对中各个分组的波 (5)如图3所示平移B扫描图像,使得分组1和
幅值。 分组2检测图像上中心位置的深度和宽度位置均位
(3)当波幅值超过指定波幅阈值,以最高波波 于融合后图像的同一个位置处。
图 3 特征级图像融合方法的实施过程示意
(6)根据相交组对最高波波幅的数值以及直线 表1 焊缝试块人工缺陷信息 mm
公式对两个分组的图像进行灵敏度归一化。 缺陷名称 缺陷位置 缺陷长度 缺陷高度 缺陷深度
#1未焊透 76 9 3 19
2 应用案例
#2未熔合 156 9 5 10
2.1 检测对象 #3夹渣 236 9 4 28
检测对象为316L奥氏体不锈钢焊缝试块,其内 #4上表面 319 6 3 3
开口槽
部设置有4个人工模拟缺陷,试块厚度为40 mm,坡
口类型为X型。焊缝试块人工缺陷信息如表1所示。 奥氏体不锈钢对接接头的相控阵超声检测声
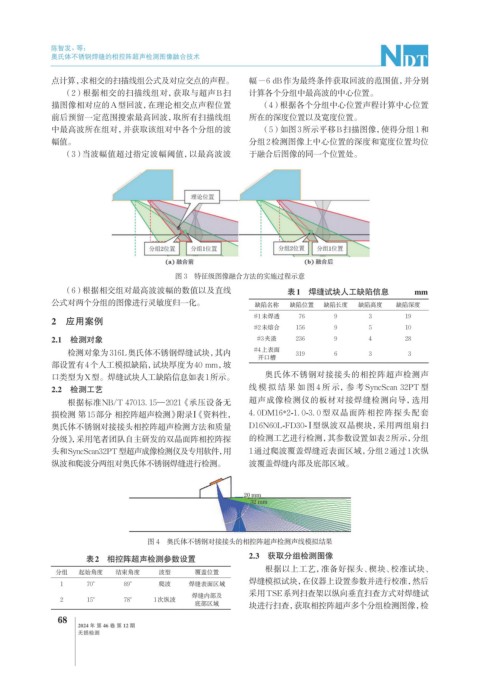
2.2 检测工艺 线 模 拟 结 果 如 图 4 所 示,参 考SyncScan 32PT 型
根据标准NB/T 47013. 15—2021《承压设备无 超声成像检测仪的板材对接焊缝检测向导,选用
损检测 第15部分 相控阵超声检测》附录Ⅰ 《资料性, 4. 0DM16*2-1. 0-3. 0 型双晶面阵相控阵探头配套
奥氏体不锈钢对接接头相控阵超声检测方法和质量 D16N60L-FD30-Ⅰ 型纵波双晶楔块,采用两组扇扫
分级》,采用笔者团队自主研发的双晶面阵相控阵探 的检测工艺进行检测,其参数设置如表2所示,分组
头和SyncScan32PT型超声成像检测仪及专用软件,用 1通过爬波覆盖焊缝近表面区域,分组2通过1次纵
纵波和爬波分两组对奥氏体不锈钢焊缝进行检测。 波覆盖焊缝内部及底部区域。
图 4 奥氏体不锈钢对接接头的相控阵超声检测声线模拟结果
表2 相控阵超声检测参数设置 2.3 获取分组检测图像
根据以上工艺,准备好探头、楔块、校准试块、
分组 起始角度 结束角度 波型 覆盖位置
1 70° 89° 爬波 焊缝表面区域 焊缝模拟试块,在仪器上设置参数并进行校准,然后
采用TSE系列扫查架以纵向垂直扫查方式对焊缝试
焊缝内部及
2 15° 78° 1次纵波
底部区域 块进行扫查,获取相控阵超声多个分组检测图像,检
68
2024 年 第 46 卷 第 12 期
无损检测