
Page 58 - 无损检测2024年第十期
P. 58
滕国阳,等:
基于镜面回波估计的热壁加氢反应器堆焊层缺陷多模式全聚焦成像
图 8 模拟试块结构示意
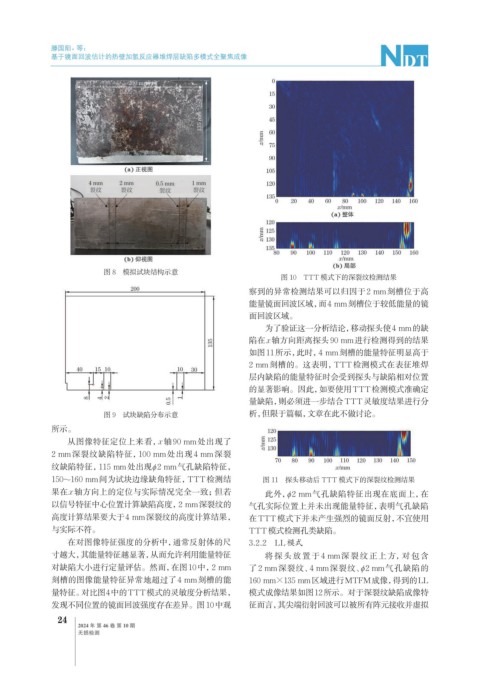
图 10 TTT 模式下的深裂纹检测结果
察到的异常检测结果可以归因于2 mm刻槽位于高
能量镜面回波区域,而4 mm刻槽位于较低能量的镜
面回波区域。
为了验证这一分析结论,移动探头使4 mm的缺
陷在x轴方向距离探头90 mm进行检测得到的结果
如图11所示,此时,4 mm刻槽的能量特征明显高于
2 mm刻槽的。这表明,TTT检测模式在表征堆焊
层内缺陷的能量特征时会受到探头与缺陷相对位置
的显著影响。因此,如要使用TTT检测模式准确定
量缺陷,则必须进一步结合TTT灵敏度结果进行分
图 9 试块缺陷分布示意 析,但限于篇幅,文章在此不做讨论。
所示。
从图像特征定位上来看, x轴90 mm处出现了
2 mm深裂纹缺陷特征,100 mm处出现 4 mm深裂
纹缺陷特征,115 mm处出现φ2 mm气孔缺陷特征,
150~160 mm间为试块边缘缺角特征,TTT检测结 图 11 探头移动后 TTT 模式下的深裂纹检测结果
果在x轴方向上的定位与实际情况完全一致;但若 此外, φ2 mm气孔缺陷特征出现在底面上,在
以信号特征中心位置计算缺陷高度,2 mm深裂纹的 气孔实际位置上并未出现能量特征,表明气孔缺陷
高度计算结果要大于4 mm深裂纹的高度计算结果, 在TTT模式下并未产生强烈的镜面反射,不宜使用
与实际不符。 TTT模式检测孔类缺陷。
在对图像特征强度的分析中,通常反射体的尺 3.2.2 LL模式
寸越大,其能量特征越显著,从而允许利用能量特征 将 探 头放置 于 4 mm深裂 纹正上 方,对包 含
对缺陷大小进行定量评估。然而,在图10中,2 mm 了2 mm深裂纹、4 mm深裂纹、 φ2 mm气孔缺陷的
刻槽的图像能量特征异常地超过了4 mm刻槽的能 160 mm×135 mm区域进行MTFM成像,得到的LL
量特征。对比图4中的TTT模式的灵敏度分析结果, 模式成像结果如图12所示。对于深裂纹缺陷成像特
发现不同位置的镜面回波强度存在差异。图10中观 征而言,其尖端衍射回波可以被所有阵元接收并虚拟
24
2024 年 第 46 卷 第 10 期
无损检测