
Page 56 - 无损检测2024年第十期
P. 56
滕国阳,等:
基于镜面回波估计的热壁加氢反应器堆焊层缺陷多模式全聚焦成像
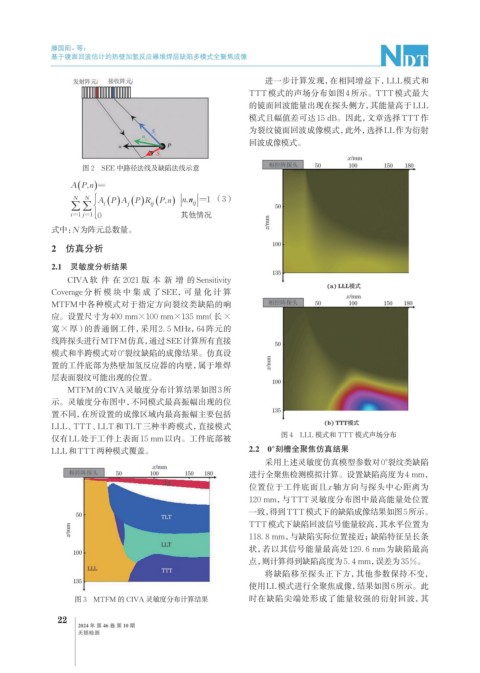
进一步计算发现,在相同增益下,LLL模式和
TTT模式的声场分布如图4所示。TTT模式最大
的镜面回波能量出现在探头侧方,其能量高于LLL
模式且幅值差可达15 dB。因此,文章选择TTT作
为裂纹镜面回波成像模式,此外,选择LL作为衍射
回波成像模式。
图 2 SEE 中路径法线及缺陷法线示意
(3)
式中: N为阵元总数量。
2 仿真分析
2.1 灵敏度分析结果
CIVA 软件在 2021 版本新增的 Sensitivity
Coverage 分析模块中集成了SEE,可量化计算
MTFM中各种模式对于指定方向裂纹类缺陷的响
应。设置尺寸为400 mm×100 mm×135 mm(长×
宽×厚)的普通钢工件,采用2. 5 MHz,64阵元的
线阵探头进行MTFM仿真, 通过SEE计算所有直接
模式和半跨模式对0°裂纹缺陷的成像结果。仿真设
置的工件底部为热壁加氢反应器的内壁,属于堆焊
层表面裂纹可能出现的位置。
MTFM的CIVA灵敏度分布计算结果如图3所
示。灵敏度分布图中,不同模式最高振幅出现的位
置不同,在所设置的成像区域内最高振幅主要包括
LLL、TTT、LLT和TLT三种半跨模式,直接模式
仅有LL处于工件上表面15 mm以内。工件底部被 图 4 LLL 模式和 TTT 模式声场分布
LLL和TTT两种模式覆盖。 2.2 0°刻槽全聚焦仿真结果
采用上述灵敏度仿真模型参数对0°裂纹类缺陷
进行全聚焦检测模拟计算。设置缺陷高度为4 mm,
位置位于工件底面且x轴方向与探头中心距离为
120 mm,与TTT灵敏度分布图中最高能量处位置
一致,得到TTT模式下的缺陷成像结果如图5所示。
TTT模式下缺陷回波信号能量较高,其水平位置为
118. 8 mm,与缺陷实际位置接近;缺陷特征呈长条
状,若以其信号能量最高处 129. 6 mm为缺陷最高
点,则计算得到缺陷高度为5. 4 mm,误差为35%。
将缺陷移至探头正下方,其他参数保持不变,
使用LL模式进行全聚焦成像,结果如图6所示。此
图 3 MTFM 的 CIVA 灵敏度分布计算结果 时在缺陷尖端处形成了能量较强的衍射回波,其
22
2024 年 第 46 卷 第 10 期
无损检测