
Page 118 - 无损检测2024年第十期
P. 118
赵丹丹,等:
管道环焊缝 AUT 检测的声速测定及校准
表4 试样的横波声速测定结果
−1
时间间隔/μs 测定声速/(m·s )
测定试样 检测位置 厚度/mm
快波 慢波 快波 慢波
A 0° 12 7.19 7.52 3 338 3 191
A 70° 12 7.34 7.71 3 270 3 113
A 90° 18.4 11.2 11.86 3 286 3 103
[2] 薛帏,熊超. 相控阵超声技术在HFW钢管焊缝检测中
的应用[J]. 焊管,2020,43(6):49-54.
[3] 敬人可,李建增,周海林. 超声无损检测技术的研究进
展[J]. 国外电子测量技术,2012,31(7):28-30,34.
[4] 曹弘毅,马蒙源,丁国强,等. 复合材料层压板分层缺
陷超声相控阵检测与评估[J]. 材料工程,2021,49(2):
149-157.
[5] 《油气管道全自动超声波检测技术》编委会. 油气管道
全自动超声波检测技术[M]. 北京:石油工业出版社,
2017.
[6] 丁辉. 计算超声学:声场分析及应用[M]. 北京:科学出
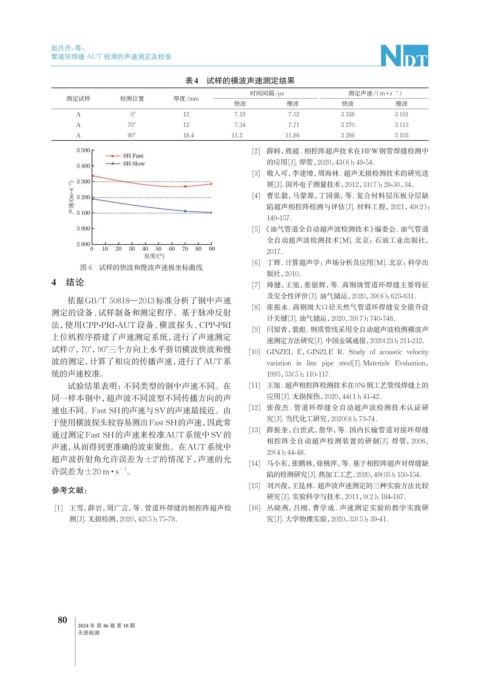
图 6 试样的快波和慢波声速极坐标曲线
版社,2010.
4 结论 [7] 帅健,王旭,张银辉,等. 高钢级管道环焊缝主要特征
及安全性评价[J]. 油气储运,2020,39(6):623-631.
依据GB/T 50818—2013标准分析了钢中声速
[8] 张振永. 高钢级大口径天然气管道环焊缝安全提升设
测定的设备、试样制备和测定程序。基于脉冲反射
计关键[J]. 油气储运,2020,39(7):740-748.
法,使用CPP-PRI-AUT设备、横波探头、CPP-PRI
[9] 闫留青,裴彪. 钢质管线采用全自动超声波检测横波声
上位机程序搭建了声速测定系统,进行了声速测定 速测定方法研究[J]. 中国金属通报,2020(23):211-212.
试样0°,70°,90°三个方向上水平剪切横波快波和慢 [10] GINZEL E,GINZLE R. Study of acoustic velocity
波的测定,计算了相应的传播声速,进行了AUT系 variation in line pipe steel[J]. Materials Evaluation,
统的声速校准。 1995,53(5):110-117.
试验结果表明:不同类型的钢中声速不同。在 [11] 王旭. 超声相控阵检测技术在9Ni钢工艺管线焊缝上的
同一样本钢中,超声波不同波型不同传播方向的声 应用[J]. 无损探伤,2020,44(1):41-42.
速也不同。Fast SH的声速与SV的声速最接近。由 [12] 张俊杰. 管道环焊缝全自动超声波检测技术认证研
究[J]. 当代化工研究,2020(8):73-74.
于使用横波探头较容易测出Fast SH的声速, 因此常
[13] 薛振奎,白世武,詹华,等. 国内长输管道对接环焊缝
通过测定Fast SH的声速来校准AUT系统中SV的
相控阵全自动超声检测装置的研制[J]. 焊管,2006,
声速,从而得到更准确的波束聚焦。在AUT系统中
29(4):44-48.
超声波折射角允许误差为±2°的情况下,声速的允
[14] 马小东,张鹏林,徐桃萍,等. 基于相控阵超声对焊缝缺
许误差为±20 m · s 。
−1
陷的检测研究[J]. 热加工工艺,2020,49(05):150-154.
[15] 刘兴俊,王昆林. 超声波声速测定的三种实验方法比较
参考文献:
研究[J]. 实验科学与技术,2011,9(2):184-187.
[1] 王雪,薛岩,周广言,等. 管道环焊缝的相控阵超声检 [16] 丛晓燕,吕刚,曹学成. 声速测定实验的教学实践研
测[J]. 无损检测,2020,42(5):75-78. 究[J]. 大学物理实验,2020,33(5):39-41.
80
2024 年 第 46 卷 第 10 期
无损检测