
Page 117 - 无损检测2024年第十期
P. 117
赵丹丹,等:
管道环焊缝 AUT 检测的声速测定及校准
反射法,进行钢中声速的测定与校准 [2, 14-16] 。
3.1 CPP-PRI-AUT设备
CPP-PRI-AUT 设备包含主机、电缆、爬行
器、水泵、笔记本电脑及软件系统等,适应 323~
1 422 mm管径,6~50 mm壁厚的材料, 以及CRC、J、
V、双V和X形等坡口类型,其主要性能参数如表3
所示。
表3 CPP-PRI-AUT设备的主要参数 图 4 基于 CPP-PRI-AUT 设备的钢中声速检测系统
项目 参数 项目 参数
80%左右,然后旋转探头,增大或减小主轴应力,使
系统通道数 32/128 脉冲发射电压 最大150 V
快波波幅高于慢波波幅。如果底面反射波波幅较低,
14 bit
检测模式 PE/PC/TOFD A/D转换参数
100 MHz 原因可能是蜂蜜浓稠度不够造成了耦合不良,此时
带状图/A扫描/ 可以看到楔块内部底面反射波很强,说明声波没能
最大采样长度 16k采样点 显示方式
B扫描/TOFD
透过楔块进入钢材,而是大部分在楔块底面发生了
全波/正检波/负
聚焦法则数量 2 048 信号波形
检波/射频信号 反射。解决方法是对蜂蜜进行加热,蒸发出部分水
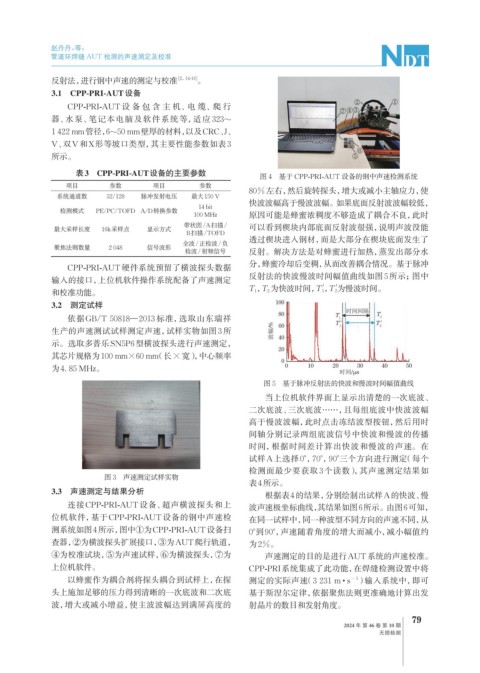
分,蜂蜜冷却后变稠,从而改善耦合情况。基于脉冲
CPP-PRI-AUT硬件系统预留了横波探头数据
反射法的快波慢波时间幅值曲线如图5所示;图中
输入的接口,上位机软件操作系统配备了声速测定
T 1 , T 2 为快波时间, T 1 ′, T 2 ′为慢波时间。
和校准功能。
3.2 测定试样
依据GB/T 50818—2013 标准,选取山东瑞祥
生产的声速测试试样测定声速,试样实物如图3所
示。选取多普乐SN5P6型横波探头进行声速测定,
其芯片规格为100 mm×60 mm(长×宽),中心频率
为4. 85 MHz。
图 5 基于脉冲反射法的快波和慢波时间幅值曲线
当上位机软件界面上显示出清楚的一次底波、
二次底波、三次底波……,且每组底波中快波波幅
高于慢波波幅,此时点击冻结波型按钮,然后用时
间轴分别记录两组底波信号中快波和慢波的传播
时间,根据时间差计算出快波和慢波的声速。在
试样A上选择0°,70°,90°三个方向进行测定 (每个
检测面最少要获取 3 个读数),其声速测定结果如
图 3 声速测定试样实物
表4所示。
3.3 声速测定与结果分析
根据表4的结果,分别绘制出试样A的快波、慢
连接CPP-PRI-AUT设备、超声横波探头和上 波声速极坐标曲线,其结果如图6所示。由图6可知,
位机软件,基于CPP-PRI-AUT设备的钢中声速检 在同一试样中,同一种波型不同方向的声速不同,从
测系统如图4所示,图中①为CPP-PRI-AUT设备扫 0°到90°, 声速随着角度的增大而减小,减小幅值约
查器,②为横波探头扩展接口,③为AUT爬行轨道, 为2%。
④为校准试块,⑤为声速试样,⑥为横波探头,⑦为 声速测定的目的是进行AUT系统的声速校准。
上位机软件。 CPP-PRI系统集成了此功能,在焊缝检测设置中将
以蜂蜜作为耦合剂将探头耦合到试样上,在探 测定的实际声速(3 231 m · s )输入系统中,即可
−1
头上施加足够的压力得到清晰的一次底波和二次底 基于斯涅尔定律,依据聚焦法则更准确地计算出发
波,增大或减小增益,使主波波幅达到满屏高度的 射晶片的数目和发射角度。
79
2024 年 第 46 卷 第 10 期
无损检测