
Page 115 - 无损检测2024年第十期
P. 115
赵丹丹,等:
管道环焊缝 AUT 检测的声速测定及校准
1 斯涅尔定律与声速差异 社DNV GL-ST-F101 “Submarine Pipeline Systems”标
准中的声速测定相关内容中有所体现。
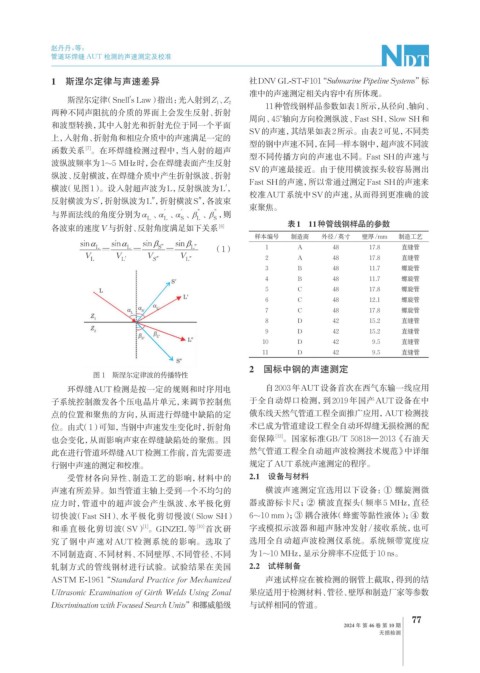
斯涅尔定律(Snell′s Law)指出:光入射到Z 1 、 Z 2
11种管线钢样品参数如表1所示,从径向、轴向、
两种不同声阻抗的介质的界面上会发生反射、折射
周向、45°轴向方向检测纵波、Fast SH、Slow SH和
和波型转换,其中入射光和折射光位于同一个平面
SV的声速,其结果如表2所示。由表2可见,不同类
上,入射角、折射角和相应介质中的声速满足一定的
型的钢中声速不同,在同一样本钢中,超声波不同波
函数关系 。在环焊缝检测过程中,当入射的超声
[7]
型不同传播方向的声速也不同。Fast SH的声速与
波纵波频率为1~5 MHz时,会在焊缝表面产生反射
SV的声速最接近。由于使用横波探头较容易测出
纵波、反射横波,在焊缝介质中产生折射纵波、折射
Fast SH的声速,所以常通过测定Fast SH的声速来
横波(见图1)。设入射超声波为L,反射纵波为L′,
校准AUT系统中SV的声速,从而得到更准确的波
反射横波为S′,折射纵波为L″,折射横波S″,各波束
束聚焦。
″
′
′
与界面法线的角度分别为α 、α 、α 、β 、β ,则
″
L L S L S
各波束的速度V与折射、反射角度满足如下关系 [6] 表1 11种管线钢样品的参数
样本编号 制造商 外径/英寸 壁厚/mm 制造工艺
(1) 1 A 48 17.8 直缝管
2 A 48 17.8 直缝管
3 B 48 11.7 螺旋管
4 B 48 11.7 螺旋管
5 C 48 17.8 螺旋管
6 C 48 12.1 螺旋管
7 C 48 17.8 螺旋管
8 D 42 15.2 直缝管
9 D 42 15.2 直缝管
10 D 42 9.5 直缝管
11 D 42 9.5 直缝管
2 国标中钢的声速测定
图 1 斯涅尔定律波的传播特性
环焊缝AUT检测是按一定的规则和时序用电 自2003年AUT设备首次在西气东输一线应用
子系统控制激发各个压电晶片单元,来调节控制焦 于全自动焊口检测,到2019年国产AUT设备在中
点的位置和聚焦的方向,从而进行焊缝中缺陷的定 俄东线天然气管道工程全面推广应用,AUT检测技
位。由式(1)可知,当钢中声速发生变化时,折射角 术已成为管道建设工程全自动环焊缝无损检测的配
也会变化,从而影响声束在焊缝缺陷处的聚焦。因 套保障 [13] 。国家标准GB/T 50818—2013《石油天
此在进行管道环焊缝AUT检测工作前,首先需要进 然气管道工程全自动超声波检测技术规范》中详细
行钢中声速的测定和校准。 规定了AUT系统声速测定的程序。
受管材各向异性、制造工艺的影响,材料中的 2.1 设备与材料
声速有所差异。如当管道主轴上受到一个不均匀的 横波声速测定宜选用以下设备:① 螺旋测微
应力时,管道中的超声波会产生纵波、水平极化剪 器或游标卡尺;② 横波直探头(频率5 MHz,直径
切快波(Fast SH)、水平极化剪切慢波(Slow SH) 6~10 mm);③ 耦合液体(蜂蜜等黏性液体);④ 数
[1]
和垂直极化剪切波(SV) 。GINZEL等 [10] 首次研 字或模拟示波器和超声脉冲发射/接收系统,也可
究了钢中声速对AUT检测系统的影响。选取了 选用全自动超声波检测仪系统。系统频带宽度应
不同制造商、不同材料、不同壁厚、不同管径、不同 为1~10 MHz,显示分辨率不应低于10 ns。
轧制方式的管线钢材进行试验。试验结果在美国 2.2 试样制备
ASTM E-1961 “Standard Practice for Mechanized 声速试样应在被检测的钢管上截取,得到的结
Ultrasonic Examination of Girth Welds Using Zonal 果应适用于检测材料、管径、壁厚和制造厂家等参数
Discrimination with Focused Search Units”和挪威船级 与试样相同的管道。
77
2024 年 第 46 卷 第 10 期
无损检测