
Page 72 - 无损检测2024年第九期
P. 72
肖 婷,等:
增材制造材料中的 CR 检测应用
图 2 不同类型 IP 的试件厚度 ‒ 最优分辨率关系曲线
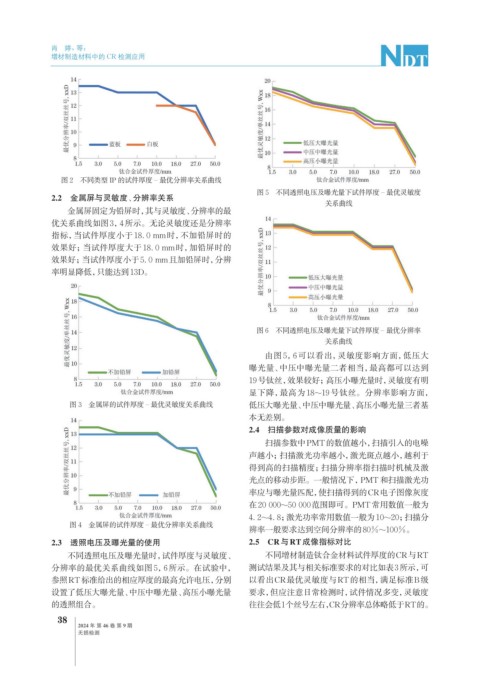
图 5 不同透照电压及曝光量下试件厚度 ‒ 最优灵敏度
2.2 金属屏与灵敏度、分辨率关系
关系曲线
金属屏固定为铅屏时,其与灵敏度、分辨率的最
优关系曲线如图3,4所示。无论灵敏度还是分辨率
指标,当试件厚度小于18. 0 mm时,不加铅屏时的
效果好;当试件厚度大于18. 0 mm时,加铅屏时的
效果好;当试件厚度小于5. 0 mm且加铅屏时,分辨
率明显降低,只能达到13D。
图 6 不同透照电压及曝光量下试件厚度 ‒ 最优分辨率
关系曲线
由图 5,6 可以看出,灵敏度影响方面,低压大
曝光量、中压中曝光量二者相当,最高都可以达到
19号钛丝,效果较好;高压小曝光量时,灵敏度有明
显下降,最高为 18~19 号钛丝。分辨率影响方面,
图 3 金属屏的试件厚度 ‒ 最优灵敏度关系曲线 低压大曝光量、中压中曝光量、高压小曝光量三者基
本无差别。
2.4 扫描参数对成像质量的影响
扫描参数中PMT的数值越小,扫描引入的电噪
声越小;扫描激光功率越小,激光斑点越小,越利于
得到高的扫描精度;扫描分辨率指扫描时机械及激
光点的移动步距。一般情况下,PMT和扫描激光功
率应与曝光量匹配,使扫描得到的CR电子图像灰度
在20 000~50 000范围即可。PMT常用数值一般为
4. 2~4. 8;激光功率常用数值一般为10~20;扫描分
图 4 金属屏的试件厚度 ‒ 最优分辨率关系曲线
辨率一般要求达到空间分辨率的80%~100%。
2.3 透照电压及曝光量的使用 2.5 CR与RT成像指标对比
不同透照电压及曝光量时,试件厚度与灵敏度、 不同增材制造钛合金材料试件厚度的CR与RT
分辨率的最优关系曲线如图5,6所示。在试验中, 测试结果及其与相关标准要求的对比如表3所示,可
参照RT标准给出的相应厚度的最高允许电压, 分别 以看出CR最优灵敏度与RT的相当,满足标准B级
设置了低压大曝光量、中压中曝光量、高压小曝光量 要求,但应注意日常检测时,试件情况多变,灵敏度
的透照组合。 往往会低1个丝号左右,CR分辨率总体略低于RT的。
38
2024 年 第 46 卷 第 9 期
无损检测