
Page 75 - 无损检测2024年第九期
P. 75
肖 婷,等:
增材制造材料中的 CR 检测应用
首选技术。在以下一些特殊情况下,宜选用CR检
测或优先考虑CR检测:① 试件厚度多变且总体厚
度不超过30 mm时;② 科研试验指定需要电子图像
时;③ 外场检测时。而以下情况不适用于CR检测:
① 对高密度夹杂缺陷有明确要求时;② 灰尘严重、
潮湿环境下。
参考文献:
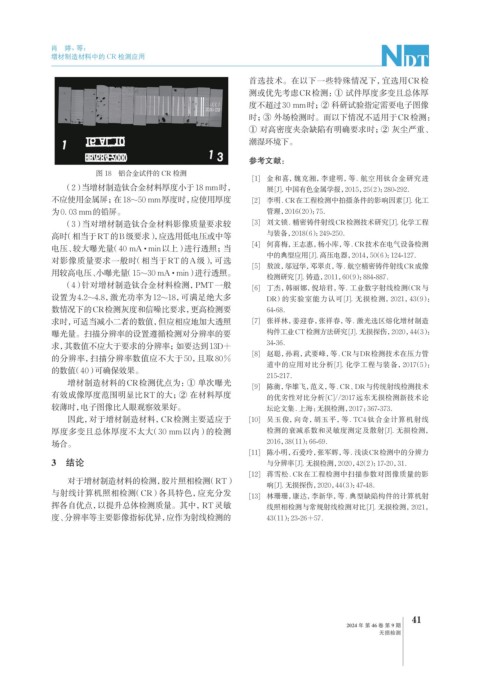
图 18 铝合金试件的 CR 检测
[1] 金和喜,魏克湘,李建明,等. 航空用钛合金研究进
(2)当增材制造钛合金材料厚度小于18 mm时, 展[J]. 中国有色金属学报,2015,25(2):280-292.
不应使用金属屏;在18~50 mm厚度时, 应使用厚度 [2] 李明. CR在工程检测中拍摄条件的影响因素[J]. 化工
为0. 03 mm的铅屏。 管理,2016(20):75.
(3)当对增材制造钛合金材料影像质量要求较 [3] 刘文锁. 精密铸件射线CR检测技术研究[J]. 化学工程
高时(相当于RT的B级要求) ,应选用低电压或中等 与装备,2018(6):249-250.
[4] 何喜梅,王志惠,杨小库,等. CR技术在电气设备检测
电压、较大曝光量(40 mA · min以上)进行透照;当
中的典型应用[J]. 高压电器,2014,50(6):124-127.
对影像质量要求一般时(相当于RT的A级),可选
[5] 敖波,邬冠华,邓翠贞,等. 航空精密铸件射线CR成像
用较高电压、小曝光量(15~30 mA · min)进行透照。
检测研究[J]. 铸造,2011,60(9):884-887.
(4) 针对增材制造钛合金材料检测,PMT一般 [6] 丁杰,韩丽娜,倪培君,等. 工业数字射线检测(CR与
设置为4.2~4.8,激光功率为12~18,可满足绝大多 DR)的实验室能力认可[J]. 无损检测,2021,43(9):
数情况下的CR检测灰度和信噪比要求,更高检测要 64-68.
求时,可适当减小二者的数值,但应相应地加大透照 [7] 张祥林,姜迎春,张祥春,等. 激光选区熔化增材制造
曝光量。扫描分辨率的设置遵循检测对分辨率的要 构件工业CT检测方法研究[J]. 无损探伤,2020,44(3):
34-36.
求,其数值不应大于要求的分辨率;如要达到13D+
[8] 赵聪,孙莉,武要峰,等. CR与DR检测技术在压力管
的分辨率,扫描分辨率数值应不大于50,且取80%
道中的应用对比分析[J]. 化学工程与装备,2017(5):
的数值(40)可确保效果。
215-217.
增材制造材料的CR检测优点为:① 单次曝光
[9] 陈衡,华雄飞,范义,等. CR、DR与传统射线检测技术
有效成像厚度范围明显比RT的大;② 在材料厚度 的优劣性对比分析[C]//2017远东无损检测新技术论
较薄时,电子图像比人眼观察效果好。 坛论文集. 上海:无损检测,2017:367-373.
因此,对于增材制造材料,CR检测主要适应于 [10] 吴玉俊,向奇,胡玉平,等. TC4 钛合金计算机射线
厚度多变且总体厚度不太大(30 mm以内)的检测 检测的衰减系数和灵敏度测定及散射[J]. 无损检测,
场合。 2016,38(11):66-69.
[11] 陈小明,石爱玲,张军辉,等. 浅谈CR检测中的分辨力
3 结论 与分辨率[J]. 无损检测,2020,42(2):17-20,31.
[12] 蒋雪松. CR在工程检测中扫描参数对图像质量的影
对于增材制造材料的检测,胶片照相检测(RT)
响[J]. 无损探伤,2020,44(3):47-48.
与射线计算机照相检测(CR)各具特色,应充分发 [13] 林珊珊,康达,李新华,等. 典型缺陷构件的计算机射
挥各自优点,以提升总体检测质量。其中,RT灵敏 线照相检测与常规射线检测对比[J]. 无损检测,2021,
度、分辨率等主要影像指标优异,应作为射线检测的 43(11):23-26+57.
41
2024 年 第 46 卷 第 9 期
无损检测