
Page 48 - 无损检测2024年第六期
P. 48
余永成,等:
反应堆压力容器主螺栓表面缺陷的线激光测量与涡流检测对比
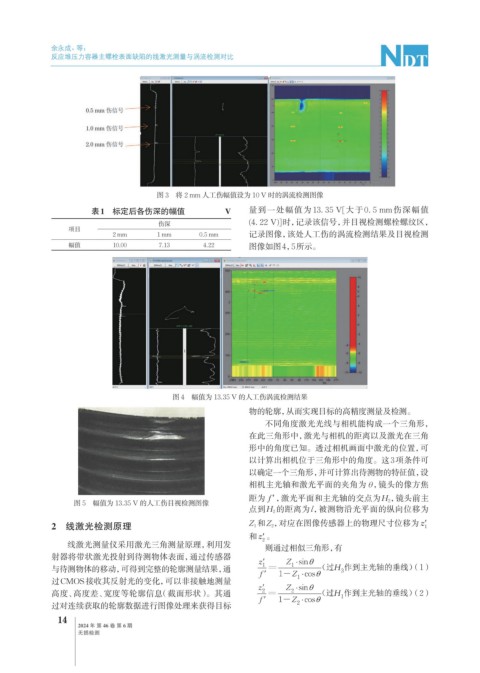
图 3 将 2 mm 人工伤幅值设为 10 V 时的涡流检测图像
表1 标定后各伤深的幅值 V 量到一处幅值为 13. 35 V[大于 0. 5 mm伤深幅值
伤深 (4. 22 V)]时,记录该信号,并目视检测螺栓螺纹区,
项目
2 mm 1 mm 0.5 mm 记录图像,该处人工伤的涡流检测结果及目视检测
幅值 10.00 7.13 4.22 图像如图4,5所示。
图 4 幅值为 13.35 V 的人工伤涡流检测结果
物的轮廓,从而实现目标的高精度测量及检测。
不同角度激光光线与相机能构成一个三角形,
在此三角形中,激光与相机的距离以及激光在三角
形中的角度已知。透过相机画面中激光的位置,可
以计算出相机位于三角形中的角度。这3项条件可
以确定一个三角形,并可计算出待测物的特征值,设
相机主光轴和激光平面的夹角为 θ,镜头的像方焦
距为 f ′ ,激光平面和主光轴的交点为H 2 ,镜头前主
图 5 幅值为 13.35 V 的人工伤目视检测图像
点到H 2 的距离为l,被测物沿光平面的纵向位移为
2 线激光检测原理 Z 1 和Z 2 ,对应在图像传感器上的物理尺寸位移为 z′ 1
和 z′ 。
线激光测量仪采用激光三角测量原理,利用发 2 则通过相似三角形,有
射器将带状激光投射到待测物体表面,通过传感器
与待测物体的移动,可得到完整的轮廓测量结果,通 (1)
过CMOS接收其反射光的变化,可以非接触地测量
高度、高度差、宽度等轮廓信息(截面形状)。其通 (2)
过对连续获取的轮廓数据进行图像处理来获得目标
14
2024 年 第 46 卷 第 6 期
无损检测