
Page 49 - 无损检测2024年第六期
P. 49
余永成,等:
反应堆压力容器主螺栓表面缺陷的线激光测量与涡流检测对比
进一步化简得到
(4)
(3)
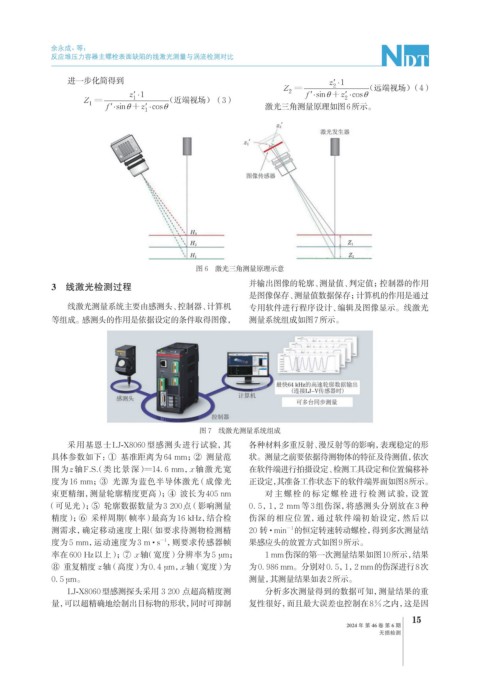
激光三角测量原理如图6所示。
图 6 激光三角测量原理示意
3 线激光检测过程 并输出图像的轮廓、测量值、判定值;控制器的作用
是图像保存、测量值数据保存;计算机的作用是通过
线激光测量系统主要由感测头、控制器、计算机 专用软件进行程序设计、编辑及图像显示。线激光
等组成。感测头的作用是依据设定的条件取得图像, 测量系统组成如图7所示。
图 7 线激光测量系统组成
采用基恩士LJ-X8060 型感测头进行试验,其 各种材料多重反射、漫反射等的影响,表现稳定的形
具体参数如下:① 基准距离为64 mm;② 测量范 状。测量之前要依据待测物体的特征及待测值,依次
围为z轴F.S.(类比景深)=14. 6 mm, x轴激光宽 在软件端进行拍摄设定、检测工具设定和位置偏移补
度为 16 mm;③ 光源为蓝色半导体激光 (成像光 正设定,其准备工作状态下的软件端界面如图8所示。
束更精细,测量轮廓精度更高);④ 波长为405 nm 对主螺栓的标定螺栓进行检测试验,设置
(可见光);⑤ 轮廓数据数量为3 200点 (影响测量 0. 5,1,2 mm 等3组伤深,将感测头分别放在3种
精度);⑥ 采样周期(帧率)最高为16 kHz,结合检 伤深的相应位置,通过软件端初始设定,然后以
测需求,确定移动速度上限(如要求待测物检测精 20 转 · min 的恒定转速转动螺栓,得到多次测量结
-1
度为5 mm,运动速度为3 m· s ,则要求传感器帧 果感应头的放置方式如图9所示。
-1
率在600 Hz以上);⑦ x轴(宽度)分辨率为 5 μm; 1 mm伤深的第一次测量结果如图10所示, 结果
⑧ 重复精度 z轴 (高度)为0. 4 μm, x轴 (宽度)为 为0. 986 mm。分别对0. 5,1,2 mm的伤深进行8次
0. 5 μm。 测量,其测量结果如表2所示。
LJ-X8060型感测探头采用 3 200 点超高精度测 分析多次测量得到的数据可知,测量结果的重
量,可以超精确地绘制出目标物的形状,同时可抑制 复性很好,而且最大误差也控制在8%之内,这是因
15
2024 年 第 46 卷 第 6 期
无损检测