
Page 50 - 无损检测2024年第六期
P. 50
余永成,等:
反应堆压力容器主螺栓表面缺陷的线激光测量与涡流检测对比
图 8 准备工作状态下的软件端界面
该系统也能展开式显示外轮廓伤的分布特征及
大致位置,还能测量主螺栓的齿顶、齿面变形,材料
磨损的长度、宽度等,文章不再赘述。
4 结语
(1)虽然线激光和涡流检测原理上都是非接触
式测量技术,但是主螺栓涡流检测的探头形状是锲
图 9 感测头的放置方式 形,需要与被检螺栓紧密贴合,而线激光不需要接触
螺栓,解决了接触测量中的接触压力、损伤以及保养
频繁等问题,其具有大的偏置距离和测量范围,对待
测表面要求较低,测量结果能精确到微米级,测量结
果更加直观,且容易定量、定性,为主螺栓检测中的
缺陷判定提供了可靠的数据支撑。
(2)涡流检测只针对适用于导电材料的检测,
而激光测量对待测件的材料无特殊要求。涡流检测
图 10 1 mm 伤深的第一次测量结果 可以测量螺栓近表面缺陷,而线激光只能测量表面
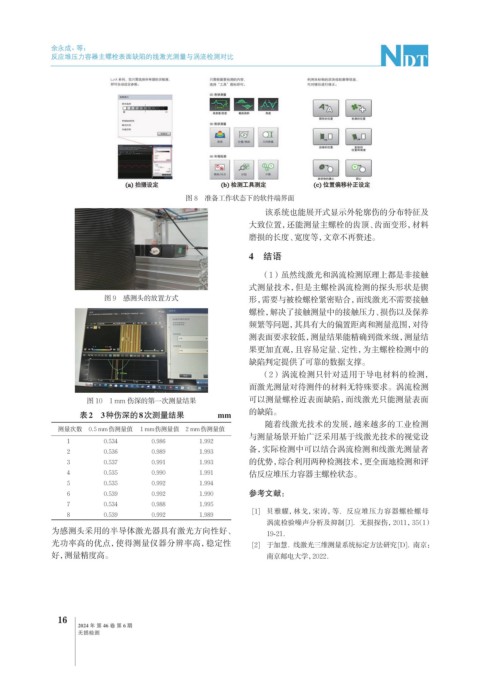
表2 3种伤深的8次测量结果 mm 的缺陷。
随着线激光技术的发展,越来越多的工业检测
测量次数 0.5 mm伤测量值 1 mm伤测量值 2 mm伤测量值
与测量场景开始广泛采用基于线激光技术的视觉设
1 0.534 0.986 1.992
备,实际检测中可以结合涡流检测和线激光测量者
2 0.536 0.989 1.993
3 0.537 0.991 1.993 的优势,综合利用两种检测技术,更全面地检测和评
4 0.535 0.990 1.991 估反应堆压力容器主螺栓状态。
5 0.535 0.992 1.994
6 0.539 0.992 1.990 参考文献:
7 0.534 0.988 1.995
[1] 贝雅耀,林戈,宋涛,等.反应堆压力容器螺栓螺母
8 0.539 0.992 1.989
涡流检验噪声分析及抑制[J].无损探伤,2011,35(1)
为感测头采用的半导体激光器具有激光方向性好、 19-21.
光功率高的优点,使得测量仪器分辨率高,稳定性 [2] 于加慧.线激光三维测量系统标定方法研究[D].南京:
好,测量精度高。 南京邮电大学,2022.
16
2024 年 第 46 卷 第 6 期
无损检测