
Page 70 - 无损检测2024年第五期
P. 70
邓金涌, 等:
多层复合材料黏接缺陷的声阻法检测
表3 阻抗检测仪检测试块所得数据 合材料试块时, 缺陷波信号往往会和界面反射波结
面积 / 埋深 / 相位 / 幅值 / 合在一起, 选择带有缺陷信息的回波进行分析可以
试块序号 缺陷类型
mm 2 mm ( ° ) dB 达到最好的成像效果。超声水浸聚焦特征扫描检测
1 上层缺陷 1300 0.50 166.0 3.4
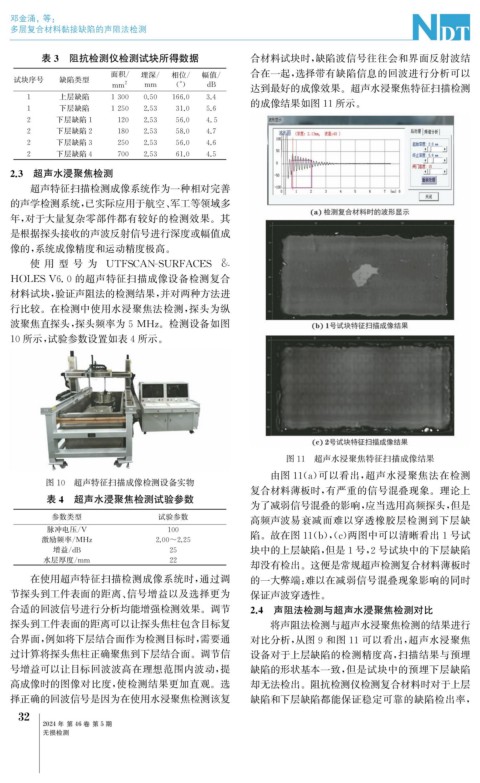
的成像结果如图11所示。
1 下层缺陷 1250 2.53 31.0 5.6
2 下层缺陷1 120 2.53 56.0 4.5
2 下层缺陷2 180 2.53 58.0 4.7
2 下层缺陷3 250 2.53 56.0 4.6
2 下层缺陷4 700 2.53 61.0 4.5
2.3 超声水浸聚焦检测
超声特征扫描检测成像系统作为一种相对完善
的声学检测系统, 已实际应用于航空、 军工等领域多
年, 对于大量复杂零部件都有较好的检测效果。其
是根据探头接收的声波反射信号进行深度或幅值成
像的, 系统成像精度和运动精度极高。
使 用 型 号 为 UTFSCAN-SURFACES &
HOLESV6.0 的超声特征扫描成像设备检测复合
材料试块, 验证声阻法的检测结果, 并对两种方法进
行比较。在检测中使用水浸聚焦法检测, 探头为纵
波聚焦直探头, 探头频率为5MHz 。检测设备如图
10所示, 试验参数设置如表4所示。
图11 超声水浸聚焦特征扫描成像结果
由图11 ( a ) 可以看出, 超声水浸聚焦法在检测
图10 超声特征扫描成像检测设备实物
复合材料薄板时, 有严重的信号混叠现象。理论上
表4 超声水浸聚焦检测试验参数
为了减弱信号混叠的影响, 应当选用高频探头, 但是
参数类型 试验参数 高频声波易衰减而难以穿透橡胶层检测到下层缺
脉冲电压 / V 100
陷。故在图11 ( b ),( c ) 两图中可以清晰看出1号试
激励频率 / MHz 2.00~2.25
块中的上层缺陷, 但是1号, 2号试块中的下层缺陷
增益 / dB 25
水层厚度 / mm 22
却没有检出。这便是常规超声检测复合材料薄板时
在使用超声特征扫描检测成像系统时, 通过调 的一大弊端: 难以在减弱信号混叠现象影响的同时
节探头到工件表面的距离、 信号增益以及选择更为 保证声波穿透性。
合适的回波信号进行分析均能增强检测效果。调节 2.4 声阻法检测与超声水浸聚焦检测对比
探头到工件表面的距离可以让探头焦柱包含目标复 将声阻法检测与超声水浸聚焦检测的结果进行
合界面, 例如将下层结合面作为检测目标时, 需要通 对比分析, 从图9和图11可以看出, 超声水浸聚焦
过计算将探头焦柱正确聚焦到下层结合面。调节信 设备对于上层缺陷的检测精度高, 扫描结果与预埋
号增益可以让目标回波波高在理想范围内波动, 提 缺陷的形状基本一致, 但是试块中的预埋下层缺陷
高成像时的图像对比度, 使检测结果更加直观。选 却无法检出。阻抗检测仪检测复合材料时对于上层
择正确的回波信号是因为在使用水浸聚焦检测该复 缺陷和下层缺陷都能保证稳定可靠的缺陷检出率,
2
3
2024年 第46卷 第5期
无损检测