
Page 64 - 无损检测2024年第五期
P. 64
肖逸儒, 等:
基于刀片式激励线圈旋转的脉冲涡流探头
3.2 刀片旋转探头检测试验
将旋转探头先放置于试件无缺陷处取得基准信
号, 在旋转状态下依次获取伤槽的旋转信号。以旋
转角度0° 为例, 提取 0° 角度接收信号与基准信号;
将接收信号与基准信号进行差分, 如图11所示。
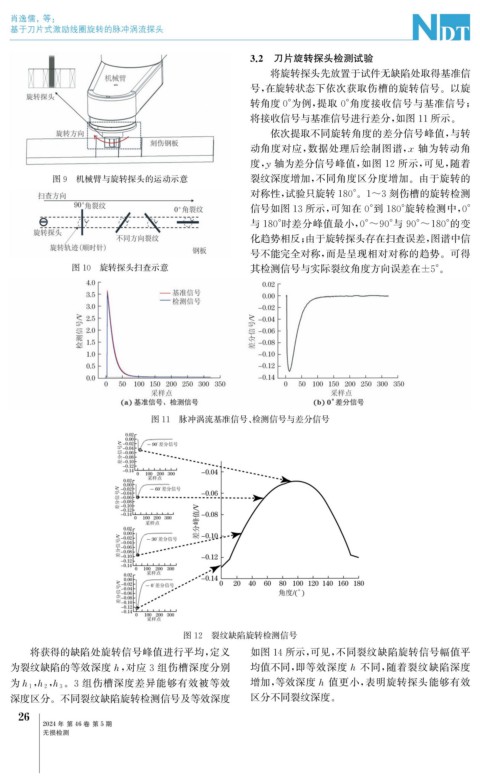
依次提取不同旋转角度的差分信号峰值, 与转
动角度对应, 数据处理后绘制图谱, x 轴为转动角
度, 轴为差分信号峰值, 如图 12 所示, 可见, 随着
y
图9 机械臂与旋转探头的运动示意 裂纹深度增加, 不同角度区分度增加。由于旋转的
对称性, 试验只旋转180° 。 1~3刻伤槽的旋转检测
信号如图13所示, 可知在0° 到180° 旋转检测中, 0°
与180° 时差分峰值最小, 0°~90° 与 90°~180° 的变
化趋势相反; 由于旋转探头存在扫查误差, 图谱中信
号不能完全对称, 而是呈现相对对称的趋势。可得
图10 旋转探头扫查示意 其检测信号与实际裂纹角度方向误差在±5° 。
图11 脉冲涡流基准信号、 检测信号与差分信号
图12 裂纹缺陷旋转检测信号
将获得的缺陷处旋转信号峰值进行平均, 定义 如图14所示, 可见, 不同裂纹缺陷旋转信号幅值平
为裂纹缺陷的等效深度h , 对应3 组伤槽深度分别 均值不同, 即等效深度h 不同, 随着裂纹缺陷深度
为h 1 h 2 h 3 3 组伤槽深度差异能够有效被等效 增加, 等效深度h 值更小, 表明旋转探头能够有效
, , 。
深度区分。不同裂纹缺陷旋转检测信号及等效深度 区分不同裂纹深度。
6
2
2024年 第46卷 第5期
无损检测