
Page 56 - 无损检测2024年第三期
P. 56
张鹏飞, 等:
控制棒导向套筒内外部的视频检测
CRGT 轴线方向运动。 模块、 图像测量模块组成。设备检测前先在标定试
周向旋转机构为视频系统提供周向运动, 由外 块上调整摄像头的焦距、 光照、 视野, 利用机器视觉
筒、 周向电机、 定位座等组成。外筒、 周向电机和下 识别出 E 孔直径、 开槽宽度、 联系带宽度等信息, 并
固定座之间固定连接, 与轴向运动机构连为整体, 内 通过试块上不同磨损状况的标准数据进行校准。现
筒和定位座之间固定连接, 可相对周向电机旋转; 定 场检测时, 设备采用相同的参数进行检验, 从而保证
位座安装在 CRGT 上, 保证了控制棒导向卡磨损测 检测系统的可靠性。
量装置和 CRGT 之间的坐标对应关系。 图像采集模块主要利用控制棒导向卡磨损测量
2.3 锁紧杯视频检测装置 装置将摄像头运动至待检导向卡上端的焦距处, 进
对于锁紧杯的视频检测, 现有的检测装置主要 行图像抓取。采集得到的图像需要进行预处理, 包
为手动长杆式设备, 检测时不可避免地存在抖动情 括阈值分割、 图像去噪、 边缘提取、 图像校正等操作,
况, 图像质量不佳, 且易磕碰, 安全性不高。采用自 以提高图像轮廓识别的精度。由于透镜的形状会引
动化检测设备可提高摄像头的稳定性, 改善图像质 入径向畸变, 同时在相机的组装过程中, 很难保证透
量, 也有助于提高检测过程的安全性和可靠性。 镜和成像平面严格平行, 从而引入切向畸变, 故需通
锁紧杯视频检测装置的结构示意如图3所示, 过棋盘格工具先对相机畸变参数进行校正, 确定畸
该结构和定位原理与控制棒导向卡磨损测量装置类 变参数的具体值。相机参数校正完成后, 对采集的
似, 区别在于锁紧杯视频检测装置的摄像头位于 图像使用上述畸变参数进行调整即可完成图像的校
CRGT 外部, 可绕 CRGT 轴线周向旋转, 另外, 该摄 正, 减少图像的径向、 切向畸变, 提高测量精度。相
像头还具有俯仰功能, 可从不同角度对锁紧杯焊缝 机畸变参数校正前后的图像效果对比如图5所示。
进行视频检测。
图3 锁紧杯视频检测装置结构示意
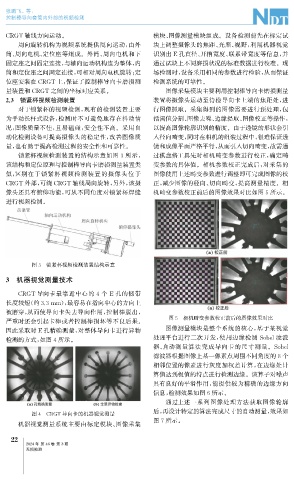
3 机器视觉测量技术
CRGT 导向卡最靠近中心的 4 个 E 孔的韧带
长度较短( 约3.3mm ), 最容易在指向中心的方向上
被磨穿, 从而使导向卡失去导向作用, 控制棒脱出,
图5 相机畸变参数校正前后的图像效果对比
严重时还会引起卡棒或者控制棒损坏等不良后果。
因此采取对 E 孔精确测量, 对整体导向卡进行异物 图像测量模块是整个系统的核心, 基于某视觉
检测的方式, 如图4所示。 处理平台进行二次开发, 使用边缘检测 Sobel滤波
器、 自动测量算法完成导向卡的尺寸测量。 Sobel
滤波器根据图像上某一像素点周围不同角度的8个
相邻位置的像素进行灰度加权差计算, 在边缘处计
算值达到极值的特点进行检测边缘。该算子对噪声
具有良好的平滑作用, 能提供较为精确的边缘方向
信息, 检测效果如图6所示。
通过上述一系列图像处理方法获取图像轮廓
后, 再设计特定的算法完成尺寸的自动测量, 效果如
图4 CRGT 导向卡的机器视觉测量
图7所示。
机器视觉测量系统主要由标定模块、 图像采集
2
2
2024年 第46卷 第3期
无损检测