
Page 46 - 无损检测2024年第三期
P. 46
郭剑豪:
钛焊缝的对置串列 PCI 与脉冲回波 TFM 组合检测
中一个细小未熔合的成像如图 11 所示, 可以看出
TFM 在一次波范围内也检测到了该未熔合缺陷, 与
二次波区域的高波幅信号互相印证; 而 PCI成像中
整体噪声明显更低, 但无法在一次波区域内观察到
缺陷信号。同时, 在缺陷定性方面, TFM 成像有极
高的波幅, 容易正确识别微小的未熔合; 而 PCI成
像由于相干性最大为1 ( 100% ), 难以通过相干程度
区分图像中的红点是未熔合还是气孔。
图9 PWI-TFM 和 FMC-TFM 对同一下表面未熔合的
成像结果对比
图11 PWI-TFM 与 PWI-PCI 对同一坡口未熔合的
成像结果对比
3.3 对置串列检测
图10 PWI-TFM 和 FMC-TFM 对同一未焊透的
成像结果对比 通过对脉冲回波下 FMC / PWI-TFM 和 FMC /
TFM-PCI 的对比可看出, 6° 步进 PWI-TFM 可兼顾速
其全孔径激发在钛焊缝上的穿透力较好, 尤其是对侧
度与成像质量, 而2° 步进 PWI-PCI成像质量和速度
的缺陷波幅无明显损失, 不易漏检。另外, 从检测速
均较好, FMC-PCI 有最佳成像质量但速度较慢。考
度来看, FMC采集时数据量大速度慢, 而6° 步进 PWI
虑到成像算法的相似性及成像速度、 质量可能存在的
数据量小且速度明显快。
差异, 在对置串列检测中分别采用 FMC-PCI 、 6° 步进
与PCI 相比, TFM 的成像噪声水平会更高, 但在
PWI-TFM 、 2° 步进 PWI-PCI 对厚度为20mm 的钛焊
高角度区域会有质量更优的信号, 二者可互相印证,
缝进行检测, 得到结果如图12 , 13所示。
可综合二者信息以更好地对缺陷进行评判。钛焊缝
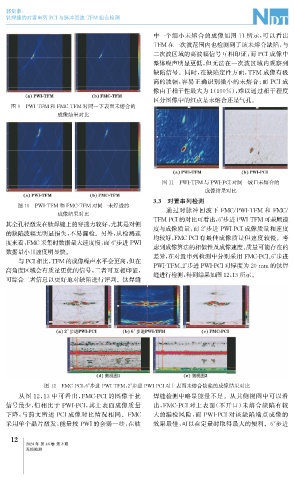
图12 FMC-PCI , 6° 步进 PWI-TFM , 2° 步进 PWI-PCI 对上表面未熔合缺陷的成像结果对比
从图 12 , 13 中可看出, FMC-PCI的图像干扰 焊缝检测中略显能量不足。从其侧视图中可以看
信号最少, 但相比于 PWI-PCI , 其上表面成像质量 出, FMC-PCI 对上表面( 不开口) 未熔合缺陷有较
大的漏检风险, 而 PWI-PCI对该缺陷端点成像的
下降, 与前文所述 PCI成像对比情况相同。 FMC
采用单个晶片激发, 能量较 PWI 的会弱一些, 在钛 效果最佳, 可以在定量时取得最大的便利。 6° 步进
1
2
2024年 第46卷 第3期
无损检测