
Page 44 - 无损检测2024年第三期
P. 44
郭剑豪:
钛焊缝的对置串列 PCI 与脉冲回波 TFM 组合检测
于, PCI 算法去除了波幅信息, 仅通过相位信息进行 仪器设置为一发一收模式, 此时两探头声束交叉区
成像。 PCI 技术通过对 FMC 或 PWI等方式采集的 域为有效的检测区域。这项技术广泛应用于中厚板
原始超声信号进行 Hilbert变换, 将其波幅与相位分 焊缝检测、 窄间隙焊缝检测、 全自动超声( Automatic
离后单独提取相位, 经符号函数简化( 非必要) 并进行 ultrasonictestin g AUT ) 等多种场景。随着 TFM
,
与全聚焦类似的叠加处理后可获得 ROI 内各点的相 技术的出现, 阵列超声探头内各晶片到达 ROI区域
位相干程度, 将不同相干程度( 最小为0 , 最大为1 ) 用 内各点的不同声束路径可通过 TFM 方式分别计
不同颜色表示后即可得到 PCI 图像。 算, 同时也带来了串列式布局、 模式的演进, 出现了
实际检测中, 相比 PCI , TFM 对面状缺陷的检 阵列探头自串列模式如 TTT 、 TTTTT 和 LLL 等
测效果更好, 而 PCI对点状缺陷或面状缺陷的端点 ( 见图1 ), 以及类似于 TOFD 探头布局的阵列探头
更敏感 [ 2 ] 。由于波幅信息在 PCI算法中完全舍去, 对置串列模式。自串列模式中 TFM 计算的声束路
故判读图谱时不以波幅为依据。 PCI成像结果一般 径为自探头出发, 经底面反射后至 ROI内点, 再次
通过信号相位相干程度( 频率分布集中程度) 及位置 反射后回到探头; 而对置串列模式一般使用 TT
来判断是否为缺陷。一般认为相位相干程度较高的 ( LL ) 和 TTTT 的声束路径( 见图2 ), 其中 TT ( LL )
区域是缺陷或几何结构, 而相位相干程度低的区域 指横波( 纵波) 声束从一侧探头出发, 经 ROI内点反
则是无缺陷的。 射至另一侧探头, TTTT 则是在 TT 基础上在发射
1.2 对置串列 侧和接收侧各增加一次底面反射路径。此外, 无横
串列式布局是常规超声检测中一种实用的布 波或横波非常微弱的材料中也可使用 LLLL 等声
局, 一般将两个探头一前一后放置于焊缝同侧并将 束路径, 如 PE 材料等。
图1 TFM 声束路径示意
熔合线处槽各1个)、 厚度为20mm 的氩弧焊 X 形
坡口[ 焊接了坡口未熔合2个、 上下表面未熔合( 不
开口) 2个、 未焊透2个] 等。
3 检测效果
图2 对置串列布局的声束路径示意
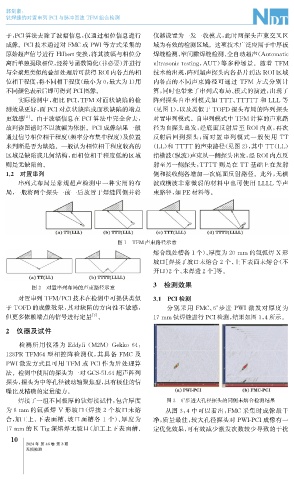
对置串列 TFM / PCI 技术在检测中可提供类似 3.1 PCI检测
于 TOFD 的成像效果, 其对缺陷的方向性不敏感, 分别采用 FMC 、 6° 步进 PWI激发对厚度为
但更多依赖端点的信号进行定量 [ 3 ] 。 17mm 钛焊缝进行 PCI 检测, 结果如图3 , 4所示。
2 仪器及试件
检测所用仪器为 Edd y fi ( M2M ) Gekko64 :
128PRTFM64 型相控阵检测仪, 其具备 FMC 及
PWI 激发方式且可用 TFM 或 PCI作为后处理算
法。检测中使用的探头为一对 GCS-5L64超声阵列
探头, 探头为中等孔径被动轴聚焦型, 具有极佳的信
噪比及精确的定量能力。
焊接了一组不同板厚的钛焊接试件, 包含厚度 图3 6° 步进大孔径探头的同侧未熔合检测结果
为8mm 的氩弧焊 V 形坡口( 焊接 2 个坡口未熔 从图 3 , 4 中可以看出, FMC 采集时成像最干
合, 加工上、 下表面槽、 坡口面槽各 1 个)、 厚度为 净, 质量最佳, 较大孔径探头对 PWI-PCI成像有一
17mm 的 K-Ti g 深熔焊无坡口( 加工上下表面槽、 定优化效果, 可有效减少激发次数较少导致的干扰
1
0
2024年 第46卷 第3期
无损检测