
Page 41 - 无损检测2024年第三期
P. 41
刘竞雄, 等:
航空发动机涡轮叶片表面裂纹的超声红外热成像检测
175092型智能数控超声波发生器、 精密十字台钳夹
具、 红外热成像仪、 ZNLBM-IIX-50k g 型测力传感
器、 BSCC-H2 型四位显示仪表、 计算机等构成。智
能数控超声波发生器的作用是把市电转换成与超声
波换能器相匹配的高频交流电信号, 驱动超声波换
能器工作。超声换能器将前端传入的电信号转换成
超声波再传递到夹具夹持的叶片上, 而自身仅消耗
极小的一部分能量。夹具的作用是给涡轮叶片一定
的预紧力, 因为预紧力过小会导致变幅杆与试件表 图3 被检测叶片实物
面接触不够紧密, 从而引起裂纹界面摩擦碰撞生热
效率降低, 能量耗散增大, 并且当预紧力大于150N
时, 检测效果较好 [ 14 ] 。测力传感器的作用是确定夹
具给涡轮叶片的预紧力大小。红外热成像仪的作用
是将待检测物体的温度分布转换成可视图像。计算
机与红外热成像仪连接, 方便数据的记录分析和图
像处理。
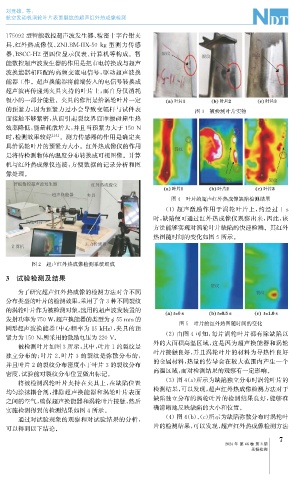
图4 叶片的超声红外热成像缺陷检测结果
( 1 )超声激励作用于涡轮叶片上, 约经过 1s
时, 缺陷便可通过红外热成像仪观察出来, 因此, 该
方法能够实现对涡轮叶片缺陷的快速检测。其红外
热图随时间的变化如图5所示。
图2 超声红外热成像检测系统组成
3 试验检测及结果
为了研究超声红外热成像的检测方法对含不同
分布类型的叶片的检测效果, 采用了含3种不同裂纹
的涡轮叶片作为被检测对象, 选用的超声波发装置的
发射功率为750W , 超声换能器的类型为 55mm 的
ϕ
圆形超声波换能器( 中心频率为15kHz ), 夹具的预 图5 叶片的红外热图随时间的变化
( 2 )由图4 可知, 每片涡轮叶片都有除缺陷以
紧力为150N , 所采用的激励电压为220V 。
外的大面积高温区域, 这是因为超声换能器和涡轮
被检测叶片如图3所示, 其中, 叶片1的裂纹是
叶片接触良好, 并且涡轮叶片的材料为导热性良好
独立分布的; 叶片 2 、 叶片 3 的裂纹是弥散分布的,
的金属材料, 热量的传导会在较大范围内产生一个
并且叶片2的裂纹分布密度小于叶片3的裂纹分布
高温区域, 而对检测结果的观察有一定影响。
密度, 试验前对裂纹分布位置做出标记。
( 3 ) 图4 ( a ) 所示为缺陷独立分布时涡轮叶片的
将被检测涡轮叶片夹持在夹具上, 在缺陷位置
检测结果, 可以发现, 超声红外热成像检测方法对于
均匀涂抹耦合剂, 排除超声换能器和涡轮叶片表面
缺陷独立分布的涡轮叶片的检测结果良好, 能够准
之间的空气, 确保超声换能器和涡轮叶片接触, 然后
确清晰地反映缺陷的大小和位置。
实施检测得到的检测结果如图4所示。
( 4 ) 图4 ( b )、( c ) 所示为缺陷弥散分布时涡轮叶
通过对试验现象的观察和对试验结果的分析,
片的检测结果, 可以发现, 超声红外热成像检测方法
可以得到以下结论。
7
2024年 第46卷 第3期
无损检测