
Page 36 - 无损检测2024年第三期
P. 36
曲亚林, 等:
超声检测在复合材料挖补修理结构缺陷检测中的应用
机械连接修理、 胶接修理、 树脂注射修理等, 此外还
有外场快速修理方法, 如微波修复、 电子束固化修
理、 光固化修理、 激光自动化修理等 [ 4 ] 。其中胶接修
理方法相对稳定可靠, 尤其是胶接挖补修理方法, 对
受冲击损伤的复合材料层压板来说, 是一种非常有
效的修理方法。挖补修理适用于修理面积较大、 较
严重的损伤, 这种方法一般采用预浸料作为修理材
料, 因此对于修理曲率较大或有气动外形要求的表
面具有一定的优越性。同时, 挖补修理可以最低程
度地增加质量, 最大限度地恢复结构强度 [ 5 ] 。挖补
修理前, 先通过无损检测手段, 确定损伤的面积和深
度分布范围, 将损伤区完全挖除, 留下一个具有锥度
图2 修理后的层压板结构
的孔, 然后对层压板进行干燥处理, 再将修补材料通
过胶接固化的方法填补至原结构处, 挖补修理的结
构示意如图1所示 [ 6 ] 。胶接固化的温度和压力是修
理过程中的关键参数, 会直接影响胶接质量。温度
尽可能均匀, 以保证固化均匀, 同时要防止温度过热
导致原结构出现性能和结构的改变。固化压力也需
要精确控制, 以保证胶层厚度均匀、 充分浸润、 最小
化胶层气孔 [ 7 ] 。
图3 层压板修补后结构示意
域, 按照分布位置, 可分为以下3种: 修补材料内部
缺陷、 胶膜缺陷、 原结构缺陷。修补材料内部缺陷比
如修补材料内部的夹杂、 气孔、 分层等, 可能产生于
预浸料的铺放过程中, 也可能产生于修理后期的固
图1 挖补修理的结构示意 化过程中; 胶膜缺陷是修理结构中最常见的缺陷, 主
2 层压板修理后缺陷特征及检测信号分析 要指固化过程中局部受热不均导致的胶膜空隙或局
部胶膜流失; 原结构缺陷主要是修补前挖除缺陷或
层压板结构在制造过程中, 受制造工艺的影响, 损伤不够彻底造成的, 固化过程中温度过高也可能
可能会产生空隙、 分层等缺陷; 在装配过程中, 受外
导致原结构内部改变。对于这些修理工艺及过程控
载作用, 可能会产生分层、 表面划伤、 钻错孔、 孔边损
制差异而引起的初始修理缺陷, 采用接触式脉冲反
伤等; 在服役过程中还可能产生冲击损伤、 累积损
射法对其进行超声 C 扫描检测, 结果表明超声检测
伤、 战伤、 烧蚀等。无论哪种缺陷或损伤, 都可能导 对此类结构信号响应明显。通过筛选检测信号中的
致飞机的承力结构受损, 表面气动性能下降, 进而影 异常信号, 结合异常信号产生的位置及具体修理工
响使用寿命 [ 8 ] 。当确定了损伤或缺陷在修理容限之 艺, 可以对缺陷类型进行准确判断。
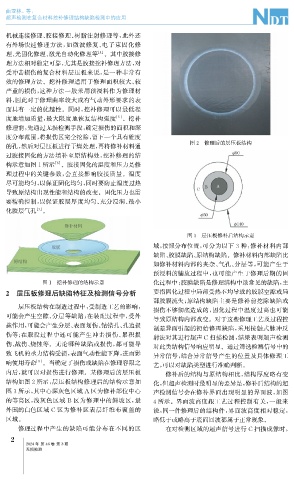
内后, 就可以对损伤进行修理。某修理后的层压板 修补后的结构与原结构相比, 结构厚度略有变
结构如图2所示, 层压板结构修理后的结构示意如 化, 但超声检测时最明显的差异是, 修补后结构的超
图3所示, 其中心深灰色区域 A 区为修补部位中心 声检测信号会在修补界面出现明显的界面波, 如图
的等高区, 浅灰色区域 B 区为修理中的斜坡区, 最 4所示。界面波高度跟工艺过程控制有关, 一般来
外围的白色区域 C 区为修补区表层纤维布覆盖的 说, 同一件修理后的结构件, 界面波高度相对稳定,
区域。 略低于或略高于底面回波都属于正常现象。
修理过程中产生的缺陷可能分布在不同的区 在对检测区域的超声信号进行 C 扫描成像时,
2
2024年 第46卷 第3期
无损检测