
Page 40 - 无损检测2024年第三期
P. 40
刘竞雄, 等:
航空发动机涡轮叶片表面裂纹的超声红外热成像检测
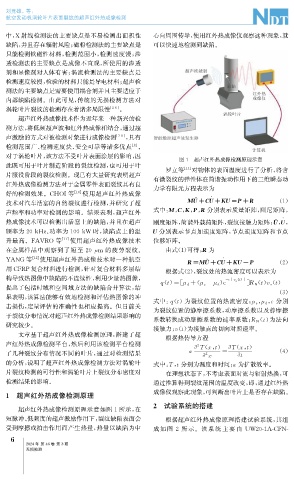
中, X 射线检测法的主要缺点是不易检测出面积性 心向周围传导, 使用红外热成像仪观察这种现象, 就
缺陷, 并且存在辐射风险; 磁粉检测法的主要缺点是 可以快速地检测到缺陷。
只能检测铁磁性材料, 检测范围小, 检测速度慢; 渗
透检测法的主要缺点是成像不直观, 所使用的渗透
剂和显像剂对人体有害; 涡流检测法的主要缺点是
检测速度较慢, 检验的材料只能是导电材料; 超声检
测法的主要缺点是需要使用耦合剂并且主要适应于
内部缺陷检测。由此可见, 传统的无损检测方法对
涡轮叶片裂纹的检测存在着诸多局限性 [ 2-6 ] 。
超声红外热成像技术作为近年来一种新兴的检
测方法, 将低频超声波和红外热成像相结合, 通过超
声激励的方式对被检测对象进行成像检测 [ 7-8 ] , 具有
检测范围广、 检测速度快、 安全可靠等诸多优点 [ 9 ] 。
对于涡轮叶片, 该方法不受叶片表面涂层的影响, 因
图1 超声红外热成像检测原理示意
此既可用于叶片制造阶段的裂纹检测, 也可用于叶
罗立等 [ 13 ] 对物体的表面温度进行了分析, 将含
片服役阶段的裂纹检测。现已有大量研究表明超声
有微裂纹的弹性体在简谐振动作用下的三维瞬态动
红外热成像检测方法对于金属零件表面裂纹具有良
力学有限元方程表示为
好的检测效果。 CHOI等 [ 10 ] 使用超声红外热成像
·
技术对汽车活塞的自然裂纹进行检测, 并研究了超 MÜ+CU+KU= P+R ( 1 )
声频率和功率对检测的影响。结果表明, 超声红外 式中: M , C , K , P , R 分别表示质量矩阵, 阻尼矩阵,
·
热成像技术可以检测出活塞上的缺陷, 并且在超声 刚度矩阵, 简谐外载荷矩阵, 裂纹接触力矩阵; Ü , U ,
频率为 20kHz 、 功率为 100kW 时, 缺陷点上的温 U 分别表示节点加速度矩阵, 节点速度矩阵和节点
升最高。 FAVRO 等 [ 11 ] 使用超声红外热成像技术 位移矩阵。
在金属样品中观察到了短至 20 μ m 的疲劳裂纹。 由式( 1 ) 可得, R 为
YANG 等 [ 12 ] 使用超声红外热成像技术对一种航空 ·
R=MÜ+CU+KU-P ( 2 )
用 CFRP复合材料进行检测, 针对复合材料多层结
根据式( 2 ), 裂纹处的热流密度可以表示为
构导致热图像中缺陷的不连续性, 利用少量热图像, - c v ( t )
() ()
)
() [
(
qt = μ d+ μ s- μ d e e ] R N tv τt
提出了包括时域和空间域方法的缺陷合并算法, 结
( 3 )
果表明, 该算法能够有效地检测和评估热图像的冲
式中: () 为裂纹位置的热流密度; , , c 分别
qt
击损伤, 定量评估的准确性也相应提高。但目前关 μ s μ d
为裂纹位置的静摩擦系数, 动摩擦系数以及静摩擦
于裂纹分布情况对超声红外热成像检测结果影响的
系数转换成动摩擦系数的速率系数; R N t 为法向
()
研究较少。
接触力; v ( t ) 为接触点的切向对照速率。
文章基于超声红外热成像检测原理, 搭建了超
根据热传导方程
声红外热成像检测平台, 然后利用该检测平台检测 ∂T ( x , t ) ∂T ( x , t )
2
了几种裂纹分布情况不同的叶片, 通过对检测结果 α ∂x = ∂ t ( 4 )
2
的分析, 说明了超声红外热成像检测方法对涡轮叶 式中: T , t 分别为温度和时间; α 为扩散效率。
片裂纹检测的可行性和涡轮叶片上裂纹分布密度对 在理想状态下, 不考虑表面对流与辐射热换, 可
检测结果的影响。 通过推算得到裂纹范围的温度改变, 即, 通过红外热
成像仪观察此现象, 可判断出叶片上是否存在缺陷。
1 超声红外热成像检测原理
2 试验系统的搭建
超声红外热成像检测原理示意如图1所示, 在
短脉冲、 低频度的超声激励作用下, 裂纹缺陷表面会 根据超声红外热成像原理搭建试验系统, 其组
受到摩擦或拍击作用而产生热量, 热量以缺陷为中 成如 图 2 所 示。该 系 统 主 要 由 UW20-1A-CFN-
6
2024年 第46卷 第3期
无损检测