
Page 44 - 无损检测2023年第十二期
P. 44
张 健, 等:
奥氏体不锈钢管对接焊缝的相控阵超声检测
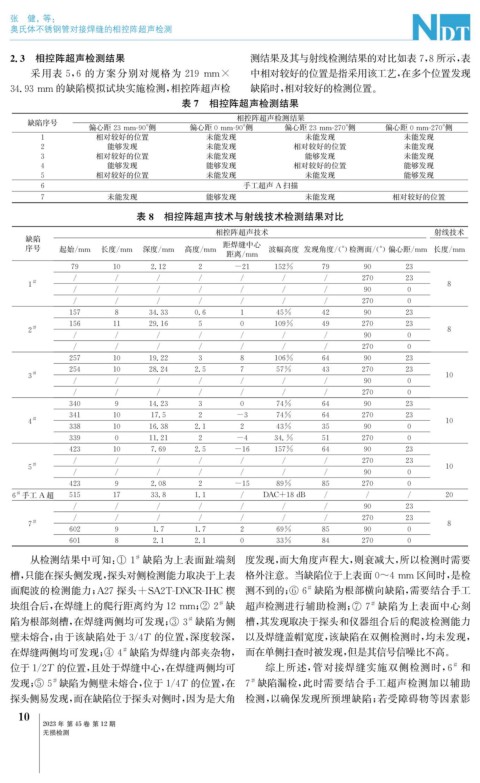
2.3 相控阵超声检测结果 测结果及其与射线检测结果的对比如表7 , 8所示, 表
采用表 5 , 6 的方案分别对规格为 219mm× 中相对较好的位置是指采用该工艺, 在多个位置发现
34.93mm 的缺陷模拟试块实施检测, 相控阵超声检 缺陷时, 相对较好的检测位置。
表7 相控阵超声检测结果
相控阵超声检测结果
缺陷序号
偏心距23mm-90° 侧 偏心距0mm-90° 侧 偏心距23mm-270° 侧 偏心距0mm-270° 侧
1 相对较好的位置 未能发现 未能发现 未能发现
2 能够发现 未能发现 相对较好的位置 未能发现
3 相对较好的位置 未能发现 能够发现 未能发现
4 能够发现 能够发现 相对较好的位置 能够发现
5 相对较好的位置 未能发现 未能发现 能够发现
6 手工超声 A 扫描
7 未能发现 能够发现 未能发现 相对较好的位置
表8 相控阵超声技术与射线技术检测结果对比
相控阵超声技术 射线技术
缺陷
序号 起始 / mm 长度 / mm 深度 / mm 高度 / mm 距焊缝中心 波幅高度 发现角度 /( ° ) 检测面 /( ° ) 偏心距 / mm 长度 / mm
距离 / mm
79 10 2.12 2 -21 152% 79 90 23
/ / / / / / / 270 23
#
1 8
/ / / / / / / 90 0
/ / / / / / / 270 0
157 8 34.33 0.6 1 45% 42 90 23
156 11 29.16 5 0 109% 49 270 23
#
2 8
/ / / / / / / 90 0
/ / / / / / / 270 0
257 10 19.22 3 8 106% 64 90 23
254 10 28.24 2.5 7 57% 43 270 23
#
3 10
/ / / / / / / 90 0
/ / / / / / / 270 0
340 9 14.23 3 0 74% 64 90 23
341 10 17.5 2 -3 74% 64 270 23
#
4 10
338 10 16.38 2.1 2 43% 35 90 0
339 0 11.21 2 -4 34.% 51 270 0
423 10 7.69 2.5 -16 157% 64 90 23
/ / / / / / / 270 23
#
5 10
/ / / / / / / 90 0
423 9 2.08 2 -15 89% 85 270 0
6 手工 A 超 515 17 33.8 1.1 / DAC+18dB / / / 20
#
/ / / / / / / 90 23
/ / / / / / / 270 23
#
7 8
602 9 1.7 1.7 2 69% 85 90 0
601 8 2.1 2.1 0 33% 84 270 0
从检测结果中可知: ①1 缺陷为上表面趾端刻 度发现, 而大角度声程大, 则衰减大, 所以检测时需要
#
槽, 只能在探头侧发现, 探头对侧检测能力取决于上表 格外注意。当缺陷位于上表面0~4mm 区间时, 是检
面爬波的检测能力; A27探头+SA2T-DNCR-IHC 楔 测不到的; ⑥6 缺陷为根部横向缺陷, 需要结合手工
#
块组合后, 在焊缝上的爬行距离约为12mm ; ②2 缺 超声检测进行辅助检测; ⑦7 缺陷为上表面中心刻
#
#
陷为根部刻槽, 在焊缝两侧均可发现; ③3 缺陷为侧 槽, 其发现取决于探头和仪器组合后的爬波检测能力
#
壁未熔合, 由于该缺陷处于3 / 4 T 的位置, 深度较深, 以及焊缝盖帽宽度, 该缺陷在双侧检测时, 均未发现,
在焊缝两侧均可发现; ④4 缺陷为焊缝内部夹杂物, 而在单侧扫查时被发现, 但是其信号信噪比不高。
#
位于1 / 2 T 的位置, 且处于焊缝中心, 在焊缝两侧均可 综上所述, 管对接焊缝实施双侧检测时, 6 和
#
发现; ⑤5 缺陷为侧壁未熔合, 位于1 / 4T 的位置, 在 7 缺陷漏检, 此时需要结合手工超声检测加以辅助
#
#
探头侧易发现, 而在缺陷位于探头对侧时, 因为是大角 检测, 以确保发现所预埋缺陷; 若受障碍物等因素影
0
1
2023年 第45卷 第12期
无损检测