
Page 49 - 无损检测2023年第十二期
P. 49
代兴亮, 等:
电站锅炉 T23钢水冷壁焊缝横向裂纹的相控阵超声检测
图2 缺陷模拟试块实物
3.2 工艺参数设置及校准 图4 探头参数设置界面
( 1 )工件参数设置
工件的相关参数包括工件尺寸、 工件材料、 焊缝
尺寸等。模拟试块无焊缝, 故检测软件中焊缝尺寸
设置为无焊缝, 实际检测时可根据焊缝坡口图纸, 在
检测软件中设置相应的外形轮廓线, 检测工件设置
界面如图3所示。
图5 聚焦法则设置界面
增益) 将各角度声束灵敏度校准到同一基准水平较
为困难, 检测时要根据管子规格来制定合适的检测
灵敏度。笔者使用 DL-1 型专用试块进行灵敏度设
置, 考虑管子曲率的影响, 将最佳角度声束对应的
5mm 深度处 1mm 通孔回波幅度调节至满屏幕
ϕ
图3 工件参数设置界面 高度 的 80% , 并 以 此 时 的 增 益 作 为 检 测 基 准 灵
( 2 )探头参数设置 敏度。
根据探头技术规格设置探头、 脉冲发生器以及 ( 5 )探头入射点的测定
信号处理的相关参数, 探头参数设置界面如图 4 不同角度声束的入射点存在一定的差异, 为了
所示。 方便确定检测时探头的放置位置并对缺陷进行定
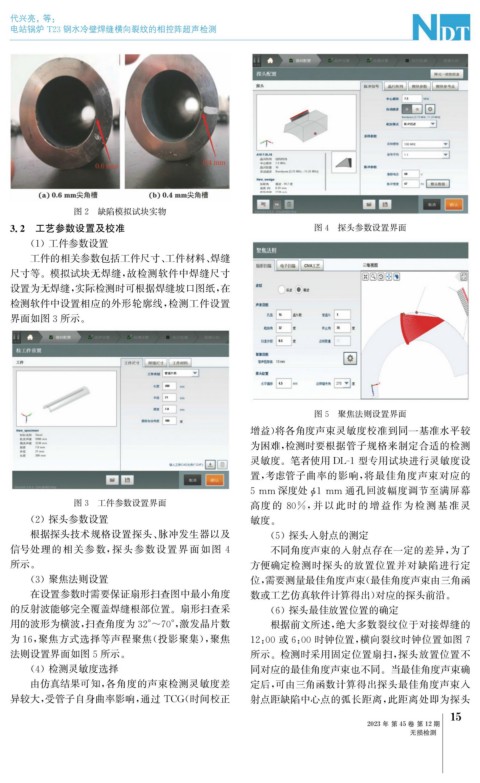
( 3 )聚焦法则设置 位, 需要测量最佳角度声束( 最佳角度声束由三角函
在设置参数时需要保证扇形扫查图中最小角度 数或工艺仿真软件计算得出) 对应的探头前沿。
的反射波能够完全覆盖焊缝根部位置。扇形扫查采 ( 6 )探头最佳放置位置的确定
用的波形为横波, 扫查角度为32°~70° , 激发晶片数 根据前文所述, 绝大多数裂纹位于对接焊缝的
为16 , 聚焦方式选择等声程聚焦( 投影聚集), 聚焦 12 : 00 或6 : 00 时钟位置, 横向裂纹时钟位置如图7
法则设置界面如图5所示。 所示。检测时采用固定位置扇扫, 探头放置位置不
( 4 )检测灵敏度选择 同对应的最佳角度声束也不同。当最佳角度声束确
由仿真结果可知, 各角度的声束检测灵敏度差 定后, 可由三角函数计算得出探头最佳角度声束入
异较大, 受管子自身曲率影响, 通过 TCG ( 时间校正 射点距缺陷中心点的弧长距离, 此距离处即为探头
5
1
2023年 第45卷 第12期
无损检测