
Page 96 - 无损检测2023年第十一期
P. 96
张义凤, 等:
变厚度工件的超声 C扫描成像数据采集方法
表面波与底波动态跟踪, 但此方法只能实现一种跟 面回波下降沿与底面回波上升沿, 以提升在上下表
踪方式; 杨辰龙 [ 3 ] 提出了基于复小波变换的缺陷波 面均改变时采集闸门位置的准确性。
定位技术; 吴思源等 [ 4 ] 对如何确定介于界面波和底
波之间的缺陷识别区间提出了使用 Z-ma p 方法建 1 波形分析及缺陷识别
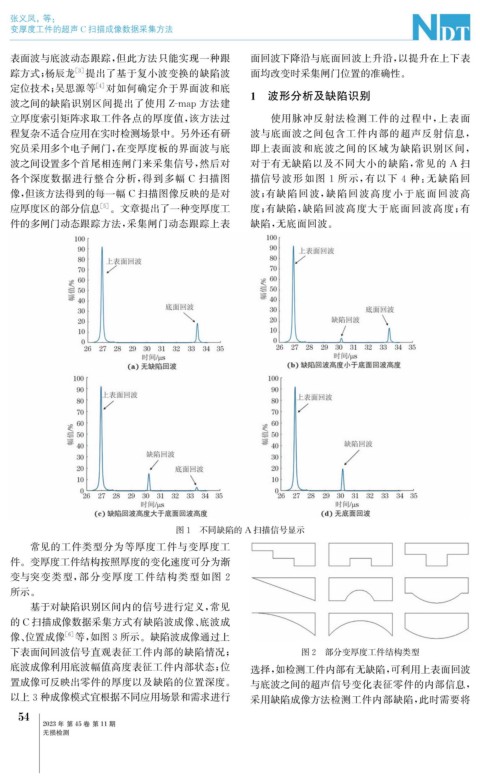
立厚度索引矩阵求取工件各点的厚度值, 该方法过 使用脉冲反射法检测工件的过程中, 上表面
程复杂不适合应用在实时检测场景中。另外还有研 波与底面波之间包含工件内部的超声反射信息,
究员采用多个电子闸门, 在变厚度板的界面波与底 即上表面波和底波之间的区域为缺陷识别区间,
波之间设置多个首尾相连闸门来采集信号, 然后对 对于有无缺陷以及不同大小的缺陷, 常见的 A 扫
各个深度数据进行整合分析, 得到多幅 C 扫描图 描信号波形如图 1 所示, 有以下 4 种: 无缺陷回
像, 但该方法得到的每一幅 C 扫描图像反映的是对 波; 有缺陷回波, 缺陷回波高度小于底面回波高
应厚度区的部分信息 [ 5 ] 。文章提出了一种变厚度工 度; 有缺陷, 缺陷回波高度大于底面回波高度; 有
件的多闸门动态跟踪方法, 采集闸门动态跟踪上表 缺陷, 无底面回波。
图1 不同缺陷的 A 扫描信号显示
常见的工件类型分为等厚度工件与变厚度工
件。变厚度工件结构按照厚度的变化速度可分为渐
变与突变类型, 部分变厚度工件结构类型如图 2
所示。
基于对缺陷识别区间内的信号进行定义, 常见
的 C扫描成像数据采集方式有缺陷波成像、 底波成
像、 位置成像 [ 6 ] 等, 如图3所示。缺陷波成像通过上
下表面间回波信号直观表征工件内部的缺陷情况; 图2 部分变厚度工件结构类型
底波成像利用底波幅值高度表征工件内部状态; 位 选择, 如检测工件内部有无缺陷, 可利用上表面回波
置成像可反映出零件的厚度以及缺陷的位置深度。 与底波之间的超声信号变化表征零件的内部信息,
以上3种成像模式宜根据不同应用场景和需求进行 采用缺陷成像方法检测工件内部缺陷, 此时需要将
5
4
2023年 第45卷 第11期
无损检测