
Page 99 - 无损检测2023年第十一期
P. 99
张义凤, 等:
变厚度工件的超声 C扫描成像数据采集方法
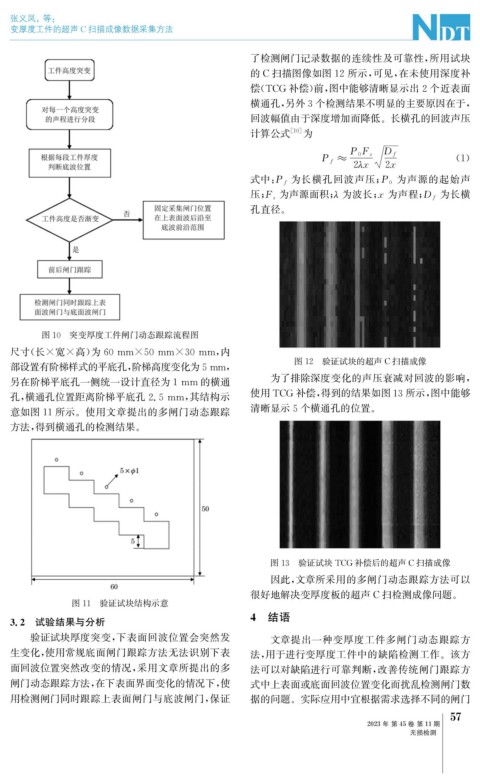
了检测闸门记录数据的连续性及可靠性, 所用试块
的 C扫描图像如图12所示, 可见, 在未使用深度补
偿( TCG 补偿) 前, 图中能够清晰显示出2个近表面
横通孔, 另外3个检测结果不明显的主要原因在于,
回波幅值由于深度增加而降低。长横孔的回波声压
计算公式 [ 10 ] 为
P 0 F s D f
P f ≈ ( 1 )
2λx 2x
为声源的起始声
式中: P f 为长横孔回波声压; P 0
为长横
压; F s 为声源面积; λ 为波长; x 为声程; D f
孔直径。
图10 突变厚度工件闸门动态跟踪流程图
尺寸( 长×宽×高) 为60mm×50mm×30mm , 内
图12 验证试块的超声 C扫描成像
部设置有阶梯样式的平底孔, 阶梯高度变化为5mm ,
另在阶梯平底孔一侧统一设计直径为1mm 的横通 为了排除深度变化的声压衰减对回波的影响,
孔, 横通孔位置距离阶梯平底孔2.5mm , 其结构示 使用 TCG 补偿, 得到的结果如图13所示, 图中能够
意如图11所示。使用文章提出的多闸门动态跟踪 清晰显示5个横通孔的位置。
方法, 得到横通孔的检测结果。
图13 验证试块 TCG 补偿后的超声 C扫描成像
因此, 文章所采用的多闸门动态跟踪方法可以
很好地解决变厚度板的超声 C扫检测成像问题。
图11 验证试块结构示意
3.2 试验结果与分析 4 结语
验证试块厚度突变, 下表面回波位置会突然发 文章提出一种变厚度工件多闸门动态跟踪方
生变化, 使用常规底面闸门跟踪方法无法识别下表 法, 用于进行变厚度工件中的缺陷检测工作。该方
面回波位置突然改变的情况, 采用文章所提出的多 法可以对缺陷进行可靠判断, 改善传统闸门跟踪方
闸门动态跟踪方法, 在下表面界面变化的情况下, 使 式中上表面或底面回波位置变化而扰乱检测闸门数
用检测闸门同时跟踪上表面闸门与底波闸门, 保证 据的问题。实际应用中宜根据需求选择不同的闸门
7
5
2023年 第45卷 第11期
无损检测