
Page 42 - 无损检测2023年第九期
P. 42
申 巍, 等:
基于红外成像的缺陷复合绝缘子温升特性分析
3.1.3 工艺铁屑残留缺陷设计 文章共制作13根含缺陷的复合绝缘子, 其缺陷
金具表面存在毛刺、 细丝等铁屑, 容易附着在芯 信息如表1所示。
棒表面, 后被裹覆至绝缘子内部。选用不同大小铁 3.2 试验平台及方法
屑并控制铁屑质量, 按照制作程序正常处理芯棒后 3.2.1 试验平台
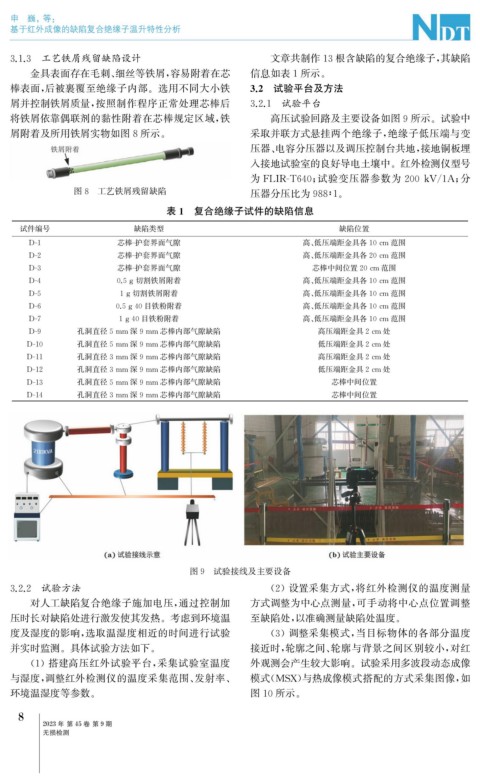
将铁屑依靠偶联剂的黏性附着在芯棒规定区域, 铁 高压试验回路及主要设备如图9所示。试验中
屑附着及所用铁屑实物如图8所示。 采取并联方式悬挂两个绝缘子, 绝缘子低压端与变
压器、 电容分压器以及调压控制台共地, 接地铜板埋
入接地试验室的良好导电土壤中。红外检测仪型号
为 FLIR-T640 ; 试验变压器参数为 200kV / 1A ; 分
图8 工艺铁屑残留缺陷 压器分压比为988∶1 。
表1 复合绝缘子试件的缺陷信息
试件编号 缺陷类型 缺陷位置
芯棒 - 护套界面气隙 高、 低压端距金具各10cm 范围
D-1
D-2 芯棒 - 护套界面气隙 高、 低压端距金具各20cm 范围
D-3 芯棒 - 护套界面气隙 芯棒中间位置20cm 范围
D-4 0.5g 切割铁屑附着 高、 低压端距金具各10cm 范围
D-5 1g 切割铁屑附着 高、 低压端距金具各10 cm 范围
D-6 0.5g 40目铁粉附着 高、 低压端距金具各10cm 范围
D-7 1g 40目铁粉附着 高、 低压端距金具各10cm 范围
D-9 孔洞直径5mm 深9mm 芯棒内部气隙缺陷 高压端距金具2cm 处
孔洞直径5mm 深9mm 芯棒内部气隙缺陷 低压端距金具2cm 处
D-10
D-11 孔洞直径3mm 深9mm 芯棒内部气隙缺陷 高压端距金具2cm 处
D-12 孔洞直径3mm 深9mm 芯棒内部气隙缺陷 低压端距金具2cm 处
孔洞直径5mm 深9mm 芯棒内部气隙缺陷 芯棒中间位置
D-13
D-14 孔洞直径3mm 深9mm 芯棒内部气隙缺陷 芯棒中间位置
图9 试验接线及主要设备
3.2.2 试验方法 ( 2 )设置采集方式, 将红外检测仪的温度测量
对人工缺陷复合绝缘子施加电压, 通过控制加 方式调整为中心点测量, 可手动将中心点位置调整
压时长对缺陷处进行激发使其发热。考虑到环境温 至缺陷处, 以准确测量缺陷处温度。
度及湿度的影响, 选取温湿度相近的时间进行试验 ( 3 )调整采集模式, 当目标物体的各部分温度
并实时监测。具体试验方法如下。 接近时, 轮廓之间、 轮廓与背景之间区别较小, 对红
( 1 )搭建高压红外试验平台, 采集试验室温度 外观测会产生较大影响。试验采用多波段动态成像
与湿度, 调整红外检测仪的温度采集范围、 发射率、 模式( MSX ) 与热成像模式搭配的方式采集图像, 如
环境温湿度等参数。 图10所示。
8
2023年 第45卷 第9期
无损检测