
Page 43 - 无损检测2023年第九期
P. 43
申 巍, 等:
基于红外成像的缺陷复合绝缘子温升特性分析
( 4 )利用均匀升压法以2kV · s 的速率进行
-1
加压, 加压至110kV 单相线电压有效值后维持, 加
压总时长为120min 。
图12 芯棒 - 护套界面气隙缺陷温升幅值
图10 MSX 采集模式( 左) 与热成像模式( 右) 采集的图像 在高压端。
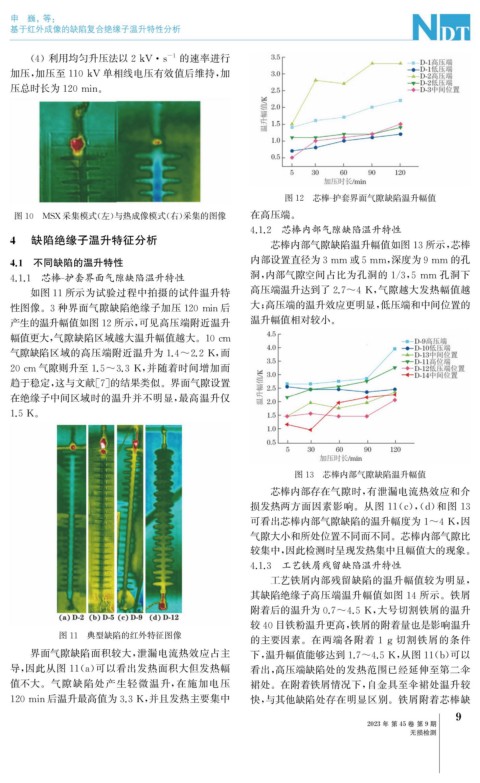
4.1.2 芯棒内部气隙缺陷温升特性
4 缺陷绝缘子温升特征分析 芯棒内部气隙缺陷温升幅值如图13所示, 芯棒
4.1 不同缺陷的温升特性 内部设置直径为3mm 或5mm , 深度为9mm 的孔
4.1.1 芯棒 - 护套界面气隙缺陷温升特性 洞, 内部气隙空间占比为孔洞的1 / 3 , 5mm 孔洞下
如图11所示为试验过程中拍摄的试件温升特 高压端温升达到了2.7~4K , 气隙越大发热幅值越
性图像。 3种界面气隙缺陷绝缘子加压120min后 大; 高压端的温升效应更明显, 低压端和中间位置的
产生的温升幅值如图12所示, 可见高压端附近温升 温升幅值相对较小。
幅值更大, 气隙缺陷区域越大温升幅值越大。 10cm
气隙缺陷区域的高压端附近温升为1.4~2.2K , 而
20cm 气隙则升至1.5~3.3K , 并随着时间增加而
趋于稳定, 这与文献[ 7 ] 的结果类似。界面气隙设置
在绝缘子中间区域时的温升并不明显, 最高温升仅
1.5K 。
图13 芯棒内部气隙缺陷温升幅值
芯棒内部存在气隙时, 有泄漏电流热效应和介
损发热两方面因素影响。从图 11 ( c ),( d ) 和图 13
可看出芯棒内部气隙缺陷的温升幅度为1~4K , 因
气隙大小和所处位置不同而不同。芯棒内部气隙比
较集中, 因此检测时呈现发热集中且幅值大的现象。
4.1.3 工艺铁屑残留缺陷温升特性
工艺铁屑内部残留缺陷的温升幅值较为明显,
其缺陷绝缘子高压端温升幅值如图14所示。铁屑
附着后的温升为0.7~4.5K , 大号切割铁屑的温升
较40目铁粉温升更高, 铁屑的附着量也是影响温升
图11 典型缺陷的红外特征图像
的主要因素。在两端各附着 1g 切割铁屑的条件
界面气隙缺陷面积较大, 泄漏电流热效应占主 下, 温升幅值能够达到1.7~4.5K , 从图11 ( b ) 可以
导, 因此从图 11 ( a ) 可以看出发热面积大但发热幅 看出, 高压端缺陷处的发热范围已经延伸至第二伞
值不大。气隙缺陷处产生轻微温升, 在施加电压 裙处。在附着铁屑情况下, 自金具至伞裙处温升较
120min后温升最高值为3.3K , 并且发热主要集中 快, 与其他缺陷处存在明显区别。铁屑附着芯棒缺
9
2023年 第45卷 第9期
无损检测