
Page 76 - 无损检测2023年第六期
P. 76
张 伟, 等:
不除漆状态下的动车组空心车轴涡流检测
表7 未涂漆状态下不同部位缺陷的信噪比 比相较于未涂漆下的信噪比有所下降, 且下降幅度
缺陷编号 部位 - 轴径 / mm 信噪比 是否分辨 在1dB以内, 两种检测状态下各部位缺陷信噪比大
1# 轴颈 -160 17.2 √ 小分布趋势一致, 3#缺陷信噪比最高, 其次为1#
2# 轴肩 -190 8.5 √ 缺陷, 2#缺陷最低, 但都高于6dB , 为可分辨缺陷。
3# 轮座 -220 21 √ 因此可得出, 在对车轴进行涂漆处理后, 可通过提高
表8 车轴不同部位漆层厚度 μ m 增益的方式来降低漆层对检测灵敏度的影响。
缺陷编号 部位 厚度均值
轴颈
1# 316.50
2# 轴肩 259.43
3# 轮座 341.11
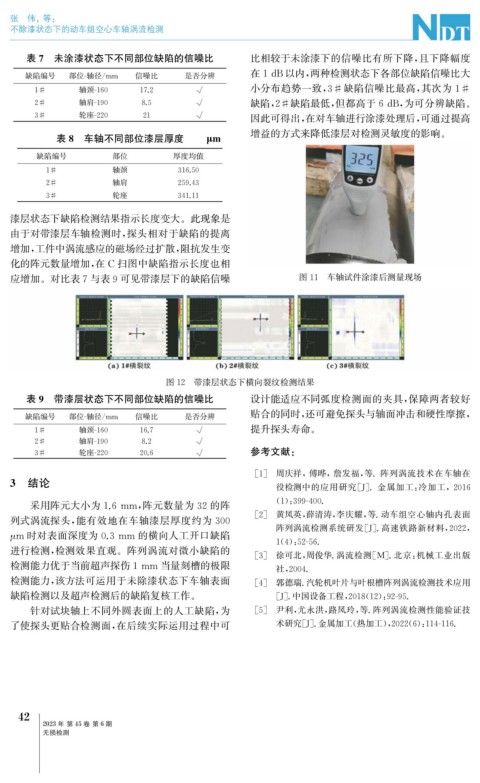
漆层状态下缺陷检测结果指示长度变大。此现象是
由于对带漆层车轴检测时, 探头相对于缺陷的提离
增加, 工件中涡流感应的磁场经过扩散, 阻抗发生变
化的阵元数量增加, 在 C 扫图中缺陷指示长度也相
应增加。对比表7与表9可见带漆层下的缺陷信噪 图11 车轴试件涂漆后测量现场
图12 带漆层状态下横向裂纹检测结果
表9 带漆层状态下不同部位缺陷的信噪比 设计能适应不同弧度检测面的夹具, 保障两者较好
缺陷编号 部位 - 轴径 / mm 信噪比 是否分辨 贴合的同时, 还可避免探头与轴面冲击和硬性摩擦,
1# 轴颈 -160 16.7 √ 提升探头寿命。
2# 轴肩 -190 8.2 √
3# 轮座 -220 20.6 √ 参考文献:
[ 1 ] 周庆祥, 傅晔, 詹发福, 等. 阵列涡流技术在车轴在
3 结论 役检测中的应用研究[ J ] . 金属加工: 冷加工, 2016
采用阵元大小为1.6mm , 阵元数量为32的阵 ( 1 ): 399-400.
[ 2 ] 黄凤英, 薛清涛, 李庆耀, 等. 动车组空心轴内孔表面
列式涡流探头, 能有效地在车轴漆层厚度约为 300
阵列涡流检测系统研发[ J ] . 高速铁路新材料, 2022 ,
μ m 时对表面深度为0.3mm 的横向人工开口缺陷
1 ( 4 ): 52-56.
进行检测, 检测效果直观。阵列涡流对微小缺陷的
[ 3 ] 徐可北, 周俊华. 涡流检测[ M ] . 北京: 机械工业出版
检测能力优于当前超声探伤1mm 当量刻槽的极限
社, 2004.
检测能力, 该方法可运用于未除漆状态下车轴表面 [ 4 ] 郭德瑞. 汽轮机叶片与叶根槽阵列涡流检测技术应用
缺陷检测以及超声检测后的缺陷复核工作。 [ J ] . 中国设备工程, 2018 ( 12 ): 92-95.
针对试块轴上不同外圆表面上的人工缺陷, 为 [ 5 ] 尹利, 尤永洪, 路凤玲, 等. 阵列涡流检测性能验证技
了使探头更贴合检测面, 在后续实际运用过程中可 术研究[ J ] . 金属加工( 热加工), 2022 ( 6 ): 114-116.
2
4
2023年 第45卷 第6期
无损检测