
Page 56 - 无损检测2023年第六期
P. 56
吴 昊, 等:
基于三维成像的相控阵超声自动分析技术
凯 [ 5 ] 基于 Tensorflow 深度学习框架, 通过对相控阵
超声图像进行预处理和图像分割, 再进行卷积神经
网络训练后, 实现了缺陷的识别; 胡宏伟等 [ 6 ] 提出了
一种基于迭代法和腐蚀算法的相控阵超声 B 扫图
像缺陷提取方法, 对于较大孔径的缺陷, 可有效降低
缺陷参数的 测 量 误 差。朱 甜 甜 等 [ 7 ] 利 用 改 进 的
FasterR-CNN 神经网络算法对缺陷特征进行识别,
并用 Sort算法对缺陷进行跟踪归类, 可以有效进行
缺陷的定位、 测量及定性分析。
可见, 虽然相控阵超声检测在三维建模和缺陷
识别领域有了初步的发展, 但是存在一些不足: ①
图1 自动分析系统流程图
三维建模后, 仅停留在成像观察方面, 对三维体数据
组 A 型超声信号、 声场信息、 工艺设置、 楔块尺寸参
并没有更进一步的分析及应用; ② 对于缺陷的提取
数等。在解析过程中, 通过 NDT 数据访问库 COM
及分析多采用二维图像处理算法在 S 扫图像中进
组件逐一读取所需的参数信息。
行, 缺乏一定的空间联动性。
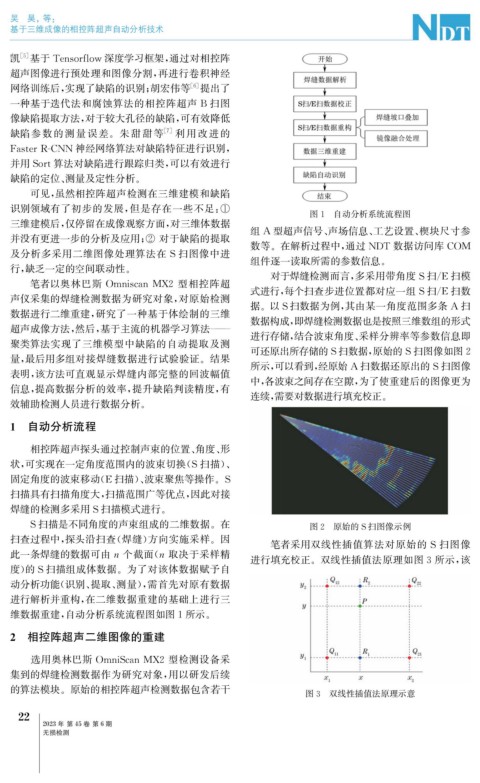
对于焊缝检测而言, 多采用带角度 S扫 / E 扫模
笔者以奥林巴斯 Omniscan MX2 型相控阵超
式进行, 每个扫查步进位置都对应一组 S扫 / E 扫数
声仪采集的焊缝检测数据为研究对象, 对原始检测
据。以S扫数据为例, 其由某一角度范围多条 A 扫
数据进行二维重建, 研究了一种基于体绘制的三维
数据构成, 即焊缝检测数据也是按照三维数组的形式
超声成像方法, 然后, 基于主流的机器学习算法———
进行存储, 结合波束角度、 采样分辨率等参数信息即
聚类算法实现了三维模型中缺陷的自动提取及测
可还原出所存储的S扫数据, 原始的 S扫图像如图2
量, 最后用多组对接焊缝数据进行试验验证。结果
所示, 可以看到, 经原始 A 扫数据还原出的 S扫图像
表明, 该方法可直观显示焊缝内部完整的回波幅值
中, 各波束之间存在空隙, 为了使重建后的图像更为
信息, 提高数据分析的效率, 提升缺陷判读精度, 有
连续, 需要对数据进行填充校正。
效辅助检测人员进行数据分析。
1 自动分析流程
相控阵超声探头通过控制声束的位置、 角度、 形
状, 可实现在一定角度范围内的波束切换( S扫描)、
固定角度的波束移动( E 扫描)、 波束聚焦等操作。 S
扫描具有扫描角度大, 扫描范围广等优点, 因此对接
焊缝的检测多采用 S扫描模式进行。
S扫描是不同角度的声束组成的二维数据。在 图2 原始的 S扫图像示例
扫查过程中, 探头沿扫查( 焊缝) 方向实施采样。因
笔者采用双线性插值算法对原始的 S 扫图像
此一条焊缝的数据可由n 个截面( n 取决于采样精
进行填充校正。双线性插值法原理如图3所示, 该
度) 的 S扫描组成体数据。为了对该体数据赋予自
动分析功能( 识别、 提取、 测量), 需首先对原有数据
进行解析并重构, 在二维数据重建的基础上进行三
维数据重建, 自动分析系统流程图如图1所示。
2 相控阵超声二维图像的重建
选用奥林巴斯 OmniScanMX2 型检测设备采
集到的焊缝检测数据作为研究对象, 用以研发后续
的算法模块。原始的相控阵超声检测数据包含若干
图3 双线性插值法原理示意
2
2
2023年 第45卷 第6期
无损检测