
Page 74 - 无损检测2023年第四期
P. 74
严欣贤, 等:
钢管斜向缺陷的相控阵超声检测参数
进行分析和验证, 为相控阵超声技术在钢管斜向缺
陷检测中的应用提供了理论依据, 也为相关技术人
员解决类似问题提供了一定借鉴和参考。
1 斜向缺陷定义
对于缺陷的取向, 平面缺陷通常以平面法向来
表征, 长条形缺陷通常以其直线方向来表征, 对于出
现于表面的刻槽、 划痕、 折叠、 表面裂纹等条形缺陷,
缺陷取向通常以含缺陷的表面切线方向来表征。
参考纵、 横向缺陷, 斜向人工缺陷角度的定义为
包含表面缺陷的切线方向和母线方向的夹角, 即纵
向缺陷夹角角度为零, 横向缺陷夹角角度为90° , 斜
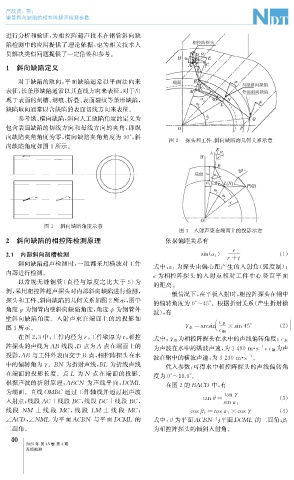
图2 探头和工件、 斜向缺陷的几何关系示意
向缺陷角度如图1所示。
图1 斜向缺陷角度示意
图3 入射声束在端面上的投影示意
2 斜向缺陷的相控阵检测原理 依据偏距关系有
e
2.1 内部斜向刻槽检测 sin ( α 1 = r+ t ( 1 )
)
斜向缺陷超声检测时, 一般都采用横波对工件
式中: α 1 为探头由偏心距产生的入射角( 弧度制);
内部进行检测。 e 为相控阵探头的入射点相对工件中心竖直平面
以常规无缝钢管( 直径与厚度之比大于 5 ) 为
的距离。
例, 采用相控阵超声探头对内部斜向缺陷进行检测,
一般情况下, 在平板入射时, 相控阵探头在钢中
探头和工件、 斜向缺陷的几何关系如图2所示, 图中
的偏转角度为0°~45° 。根据折射关系( 产生折射横
角度 φ 为钢管内壁斜向缺陷角度, 角度 ψ 为钢管外 波), 有
壁斜向缺陷角度。入射声束在端面上的的投影如
c 水
图3所示。 γ水 = arcsin c 钢 ×sin45° ( 2 )
在图2 , 3中, 工件内径为 r , 工件壁厚为 t , 相控
式中: γ水 为相控阵探头在水中的声线偏转角度; c 水
阵探头的声线为 AB 线段, D 点为A 点在端面上的 为声波在水中的纵波声速, 为1480m · s ; c 钢 为声
-1
投影, AB 与工件外表面交于B 点, 相控阵探头在水
-1
波在钢中的横波声速, 为3230m · s 。
中的偏转角为γ 。 BN 为折射声线, BL 为折线声线 代入参数, 可得水中相控阵探头的声线偏转角
在端面的投影长度。点 L 为 N 点在端面的投影。
度为0°~18.9° 。
根据声波的折射原理, ABCN 为声线平面, DCML 在图2的BACD 中, 有
为端面。直线 OMBC 通过工件轴线并通过超声波
tanγ
tanθ= ( 3 )
入射点; 线段 AC⊥线段 BC , 线段 DC⊥ 线段 BC ,
sinα 1
线段 NM ⊥ 线 段 MC , 线 段 LM ⊥ 线 段 MC ; cos β 1= cosα 1×cosγ ( 4 )
∠ACD , ∠NML 为平面ACBN 与平面 DCML 的 式中: θ 为平面ACBN 与平面DCML 的二面角;
β 1
二面角。 为相控阵探头的倾斜入射角。
0
4
2023年 第45卷 第4期
无损检测