
Page 53 - 无损检测2023年第三期
P. 53
李庆顺, 等:
核电厂反应堆水池覆面焊缝的阵列涡流检测
互垂直的电磁场( 扫查原理见图3 ), 检测线圈逐个
1 反应堆水池覆面及焊缝结构
激发以消除互感的影响, 可实现大面积范围的高
反应堆水池由钢筋混凝土结构与不锈钢覆面钢 速检测, 且能够达到与单个线圈相同的测量精度
板焊接而成, 其结构如图1所示 [ 3 ] 。这种覆面钢板 和分辨率。
使用超低碳不锈钢焊接而成, 钢板厚度为3~6mm ,
例如乏燃料水池底覆面板厚为 6mm , 池壁覆面板
厚为4mm , 其他水池覆面板厚为3mm 。
图1 反应堆水池不锈钢覆面安装结构示意
水池覆面的焊缝以对接焊缝为主, 角焊缝及 图3 阵列涡流扫查原理示意
搭接焊缝为辅, 焊接方式主要有平焊和立焊, 焊缝
形态各异, 有横焊缝、 竖焊缝、 圆形焊缝、 矩形焊缝 3 试验制备
等, 长度短至几十毫米, 长则数米不等。水池泄漏
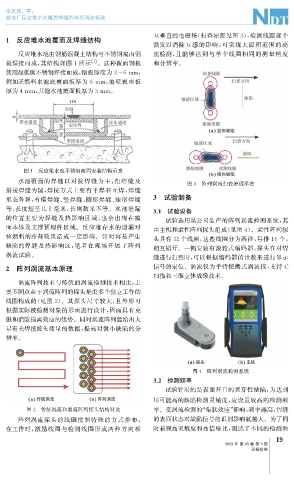
3.1 试验设备
的位置主要为焊缝及热影响区域, 也会出现在覆
试验选用某公司生产的阵列涡流检测系统, 其
面本体及支撑预埋件区域。反应堆存水的泄漏对 由主机和柔性阵列探头组成( 见图4 )。柔性阵列探
核燃料的冷却效果造成一定影响。针对容易产生
头具有32个线圈, 这些线圈分为两排, 每排16个,
缺陷的焊缝及热影响区, 笔者在现场开展了阵列
相互错开。一侧安装有滚轮式编码器, 探头在对焊
涡流试验。 缝进行扫查时, 可以根据编码器的计数来进行显示
2 阵列涡流基本原理 信号的定位。涡流仪为手持便携式涡流仪, 支持 C
扫描和三维立体成像技术。
涡流阵列技术与传统的涡流检测技术相比, 主
要不同点在于涡流阵列的探头是由多个独立工作的
线圈构成的( 见图 2 )。其探头尺寸较大, 且外形可
根据实际被检测对象的形面进行设计, 因而具有克
服和消除提离效应的优势。同时涡流阵列能给出大
量有关焊接接头质量的数据, 提高对微小缺陷的分
辨率。
图4 阵列涡流检测系统
3.2 检测频率
试验针对的是表面开口的贯穿性缺陷, 为达到
尽可能高的缺陷检测灵敏度, 应设置较高的检测频
图2 传统涡流和涡流阵列探头结构对比 率。受涡流检测的“ 集肤效应” 影响, 频率越高, 焊缝
阵列涡流探头的线圈按照特殊的方式排布, 的表面状态对缺陷信号的识别影响就越大。为了同
在工作时, 激励线圈与检测线圈形成两种方向相 时兼顾高灵敏度和高信噪比, 测试了不同的检测频
9
1
2023年 第45卷 第3期
无损检测