
Page 56 - 无损检测2022年第十二期
P. 56
周礼峰, 等:
铁素体薄壁对接焊缝的相控阵超声检测
线检测适用于任意厚度的全焊透对接焊缝 和角焊 源、 像质计、 透照方式、 图像质量等检测工艺要求。
缝, 标准中还规定了检测薄壁对接焊缝相应的射线 相关验收准则如表 1 所示。
表 1 不同标准中薄壁焊缝的射线检测适用范围及验收准则
规范名称 适用范围 验收准则
具有下述任何一种情况的焊缝均为不合格:
适用于各种 厚 度 的 均 匀 或 非 均 匀 的 全
RCC-M — 2007 ① 任何形式的裂纹、 未熔合、 未焊透、 咬边;
焊透对接焊缝和角焊缝
② 壁厚≤6mm 时缺陷最大尺寸大于1.5mm 的单个气孔或者单个夹渣。
具有下述任何一种情况的焊接接头均为不合格:
适用于任意厚 度 1 、 2 、 3 级 同 质 或 异 质 ① 任何裂纹、 未熔合、 未焊透、 咬边;
NB / T20003.3 — 2010
的全焊透对接和角接接头 ② 壁厚 ≤6mm 时最大尺寸大于 1.5mm 的任何单个圆形缺陷;
③ 壁厚 ≤6mm 时最大尺寸大于 1.5mm 的任何单个条形缺陷。
同时, 当前核电领域主要规范均规定了超声检 NB / T20003.2 — 2010 适用于厚度不小于 8 mm 焊
测的 适 用 范 围 ( 均 要 求 全 焊 透 对 接 焊 缝 壁 厚 件的全焊透对接焊缝, 不同规范的对接焊缝超声检
⫺6mm ), 如 RCC-M — 2007 规 范 适 用 范 围 为 厚 度 测适用范围如表 2 所示。对于壁厚小于 6mm 的薄
⫺10mm 的对接焊缝; NB / T47013 — 2015 《 承压设 壁对接焊缝, 超声检测方法及质量等级要求没有规
备无损检测》适用于厚度 ⫺6mm 筒体的对接焊缝; 范可以依据。
表 2 不同规范的对接焊缝超声检测适用范围
规范名称 章节 适用范围
RCC-M — 2007 MC2600 全焊透焊缝: 适用于厚度 ⫺10mm 焊件的全焊透对接焊缝和角焊缝
NB / T47013 — 2015 第 6 章 筒体对接焊缝: 适用于厚度 ⫺6mm 锅炉、 压力容器对接、 角接及 T 型接头
NB / T20003.2 — 2010 第 18 章 厚度不小于 8mm 焊件的全焊透对接焊接接头和角接焊接接头
2 薄壁对接焊缝的相控阵超声检测技术
2.1 相控阵超声检测工艺
超声检测薄壁对接焊缝时, 受焊缝余高的影响,
超声一次波声束只能覆盖焊缝根部区域。笔者采用
相控阵超声分区域覆盖检测, 其中采用较大的声束
角度覆盖一次波和二次波区域, 采用较小声束角度
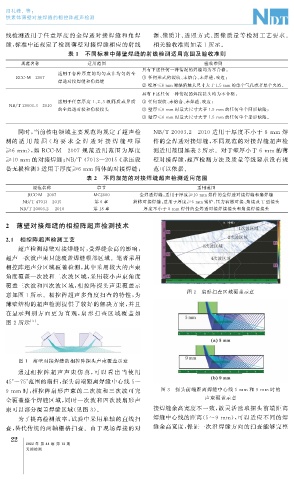
覆盖三次波和四次波区域, 相控阵探头声束覆盖示
图 2 扇形扫查区域覆盖示意
意如图 1 所示。相控阵超声多角度扫查的特性, 为
薄壁结构的超声检测提供了较好的解决方案, 并且
在显示判 别 方 面 更 为 直 观, 扇 形 扫 查 区 域 覆 盖 如
图 2 所示 [ 3 ] 。
图 1 薄壁对接焊缝的相控阵探头声束覆盖示意
通过相 控 阵 超 声 声 束 仿 真, 可 以 看 出 当 使 用
45°~75° 范围的扇扫, 探头前端距离焊缝中心线 5~
9mm 时, 相控阵扇形声束的二次波和三次波可完 图 3 探头前端距离焊缝中心线 5mm 和 9mm 时的
全覆盖整个焊缝区域, 同时一次波和四次波扇形声 声束覆盖示意
接焊缝余高宽度不一致, 故灵活选取探头前端距离
束可以部分覆盖焊缝区域( 见图 3 )。
为了提高检测效率, 试验中采用单轴的直线扫 焊缝中心线的距离( 5~9 mm ), 可以适应不同的焊
查, 替代传统的两轴栅格扫查。由于现场焊接的对 缝余高宽度, 保证一次沿焊缝方向的扫查能够完整
2
2
2022 年 第 44 卷 第 12 期
无损检测