
Page 54 - 无损检测2022年第十二期
P. 54
陈 亮, 等:
ϕ 50mm 海底管道焊缝的相控阵超声检测
表 1 选定焊缝缺陷的检测数据与切片尺寸对比 mm
焊缝 PAUT 切片尺寸 PAUT 与切片尺寸偏差
管径 壁厚
编号 高度 深度 缺陷类型 位置 高度 深度 高度 深度
W01 50 6.4 0.5 0.5 未熔合 表面 0.5 1.0 0 -0.5
W01 50 6.4 0.6 1.7 未熔合 表面 0.7 1.6 -0.1 0.1
W01 50 6.4 0.6 0.9 未熔合 表面 0.7 1.7 -0.1 -0.8
W02 50 6.4 0.6 4.1 未熔合 填充 1.1 4.1 -0.5 0
未熔合 表面
W04 50 6.4 0.4 2.2 0.8 2.5 -0.4 -0.3
W04 50 6.0 1.4 2.6 未熔合 填充 1.9 3.3 -0.5 -0.7
W04 50 6.0 1.5 2.0 未熔合 填充 1.4 3.2 0.1 -1.2
W05 50 6.4 0.9 0.9 未熔合 表面 0.9 0.9 0 0
W05 50 6.4 0.8 0.8 未熔合 表面 0.8 1.1 0 -0.3
W06 50 6.4 1.2 1.5 未熔合 表面 1.1 2.2 0.1 -0.7
W06 50 6.4 0.6 3.4 未熔合 填充 1.0 3.0 -0.4 0.4
W06 50 6.4 0.6 3.8 未熔合 填充 0.8 3.1 -0.2 0.7
W07 50 6.4 0.6 3.7 未熔合 填充 1.4 3.7 -0.8 0
W08 50 6.4 1.3 4.3 未熔合 填充 1.0 4.9 0.3 -0.6
W08 50 6.4 0.9 4.0 未熔合 填充 1.0 3.2 -0.1 0.8
W08 50 6.4 0.9 4.0 未熔合 填充 1.3 3.1 -0.4 0.9
W09 50 6.4 0.7 0.7 未熔合 表面 0.6 2.4 0.1 -1.7
W14 50 6.4 0.7 3.2 未熔合 填充 1.4 3.0 -0.7 0.2
未熔合 根部
W35 50 6.4 1.1 6.4 1.5 6.4 -0.4 0
未熔合 根部
W35 50 6.4 0.7 6.4 0.5 6.4 0.2 0
W35 50 6.4 1.3 6.4 未熔合 根部 2.0 6.4 -0.7 0
W36 50 6.4 1.1 6.4 未熔合 根部 0.8 6.4 0.3 0
W37 50 6.4 1.5 6.4 未熔合 根部 1.5 6.4 0 0
W38 50 6.4 1.9 6.4 未熔合 根部 1.0 6.4 0.9 0
42 50 6.4 0.9 6.4 未熔合 根部 1.4 6.4 -0.5 0
W42 50 6.4 0.8 6.4 未熔合 根部 1.0 6.4 -0.2 0
W42 50 6.4 1.4 6.4 未熔合 根部 1.5 6.4 -0.1 0
PAUT 评定结果与切片尺寸最大偏差为 0.8mm , 深
度最大偏差为 1.2 mm ; 根部区 域 未 熔 合 缺 陷 高 度
PAUT 评定结果与切片尺寸最大偏差为 0.9 mm ,
深度最大偏差为 0 。
3.3 缺陷高度定量精度分析
直径50mm 管线焊缝检测通常采用经验验收标
准进行缺陷验收, 标准还要求进行缺陷高度定量精度
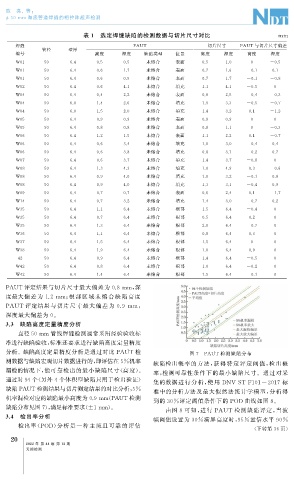
分析。缺陷高度定量精度分析是通过对比 PAUT 检 图 7 PAUT 检测缺陷分布
测数据与缺陷宏观切片数据进行的, 即评估在5%机率 缺陷检出概率的方法, 获得特定评定阈值, 检出概
漏检的情况下, 能可靠检出的最小缺陷尺寸( 高度)。 率, 检测可靠性条件下的最小缺陷尺寸。通过对采
通过对94个( 另外4个体积型缺陷只用于检出验证)
集的数据进行分析, 使用 DNV-ST-F101-2017 标
缺陷 PAUT 检测结果与切片测定结果的对比分析, 5%
准中的分析方法及最大似然法统计学模型, 分析得
机率漏检对应的缺陷最小高度为0.9mm ( PAUT 检测
到的 30% 评定阈值条件下的 POD 曲线如图 8 。
缺陷分布见图7 ), 满足标准要求( ±1mm )。
由图 8 可知, 进行 PAUT 检测缺陷评定, 当波
3.4 检出率分析
幅阈值设置为 30% 满屏高度时, 95% 置信水平 90%
检出率( POD ) 分析是一种主流且可靠的评估
( 下转第 36 页)
2
0
2022 年 第 44 卷 第 12 期
无损检测