
Page 97 - 无损检测2022年第九期
P. 97
张国林,等:
在役缆桩螺栓的相控阵超声全聚焦检测
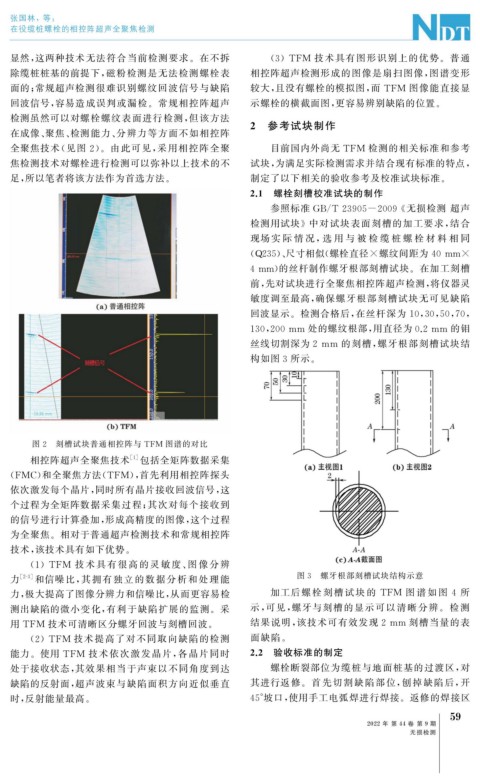
显然, 这两种技术无法符合当前检测要求。在不拆 ( 3 ) TFM 技术具有图形识别上的优势。普通
除缆桩桩基的前提下, 磁粉检测是无法检测螺栓表 相控阵超声检测形成的图像是扇扫图像, 图谱变形
面的; 常规超声检测很难识别螺纹回波信号与缺陷 较大, 且没有螺栓的模拟图, 而 TFM 图像能直接显
回波信号, 容易造成误判或漏检。常规相控阵超声 示螺栓的横截面图, 更容易辨别缺陷的位置。
检测虽然可以对螺栓螺纹表面进行检测, 但该方法
2 参考试块制作
在成像、 聚焦、 检测能力、 分辨力等方面不如相控阵
全聚焦技术( 见图 2 )。由此可见, 采用相控阵全聚 目前国内外尚无 TFM 检测的相关标准和参考
焦检测技术对螺栓进行检测可以弥补以上技术的不 试块, 为满足实际检测需求并结合现有标准的特点,
足, 所以笔者将该方法作为首选方法。 制定了以下相关的验收参考及校准试块标准。
2.1 螺栓刻槽校准试块的制作
参照标准 GB / T23905-2009 《 无损检测 超声
检测用试块》中对试块表面刻槽的加工要求, 结合
现场 实 际 情 况, 选 用 与 被 检 缆 桩 螺 栓 材 料 相 同
( Q235 )、 尺寸相似( 螺栓直径 × 螺纹间距为 40mm×
4mm ) 的丝杆制作螺牙根部刻槽试块。在加工刻槽
前, 先对试块进行全聚焦相控阵超声检测, 将仪器灵
敏度调至最高, 确保螺牙根部刻槽试块无可见缺陷
回波显示。检测合格后, 在丝杆深为 10 , 30 , 50 , 70 ,
130 , 200mm 处的螺纹根部, 用直径为0.2mm 的钼
丝线切割深为 2mm 的刻槽, 螺牙根部刻槽试块结
构如图 3 所示。
图 2 刻槽试块普通相控阵与 TFM 图谱的对比
相控阵超声全聚焦技术 [ 1 ] 包括全矩阵数据采集
( FMC ) 和全聚焦方法( TFM ), 首先利用相控阵探头
依次激发每个晶片, 同时所有晶片接收回波信号, 这
个过程为全矩阵数据采集过程; 其次对每个接收到
的信号进行计算叠加, 形成高精度的图像, 这个过程
为全聚焦。相对于普通超声检测技术和常规相控阵
技术, 该技术具有如下优势。
( 1 ) TFM 技 术 具 有 很 高 的 灵 敏 度、 图 像 分 辨
力 [ 2-3 ] 和信噪比, 其拥有独立的数据分析 和 处 理 能 图 3 螺牙根部刻槽试块结构示意
力, 极大提高了图像分辨力和信噪比, 从而更容易检 加工后螺 栓 刻 槽 试 块 的 TFM 图 谱 如 图 4 所
测出缺陷的微小变化, 有利于缺陷扩展的监测。采 示, 可见, 螺牙与刻槽的显示可以清晰分辨。检测
用 TFM 技术可清晰区分螺牙回波与刻槽回波。 结果说明, 该技术可有效发现 2mm 刻槽当量的表
( 2 ) TFM 技术提高了对不同取向缺陷的检测 面缺陷。
能力。使用 TFM 技术依次激发晶片, 各晶片同时 2.2 验收标准的制定
处于接收状态, 其效果相当于声束以不同角度到达 螺栓断裂部位为缆桩与地面桩基的过渡区, 对
缺陷的反射面, 超声波束与缺陷面积方向近似垂直 其进行返修。首先切割缺陷部位, 刨掉缺陷后, 开
时, 反射能量最高。 45° 坡口, 使用手工电弧焊进行焊接。返修的焊接区
9
5
2022 年 第 44 卷 第 9 期
无损检测