
Page 67 - 无损检测2022年第一期
P. 67
王红源, 等:
换热器管板筒体角焊缝的相控阵超声检测
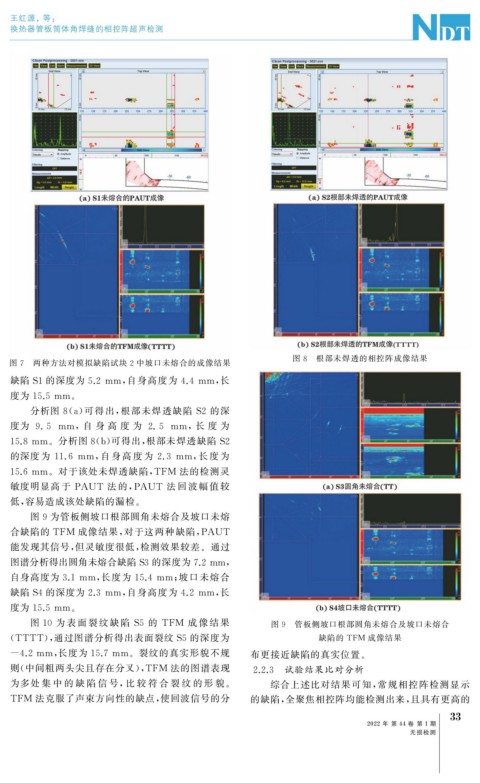
图 8 根部未焊透的相控阵成像结果
图 7 两种方法对模拟缺陷试块 2 中坡口未熔合的成像结果
缺陷 S1 的深度为 5.2mm , 自身高度为 4.4mm , 长
度为 15.5mm 。
分析图 8 ( a ) 可得出, 根部未焊透缺陷 S2 的深
度为 9.5 mm ,自 身 高 度 为 2.5 mm ,长 度 为
15.8mm 。分析图 8 ( b ) 可得出, 根部未焊透缺陷 S2
的深度 为 11.6 mm , 自 身 高 度 为 2.3 mm , 长 度 为
15.6mm 。对于该处未焊透缺陷, TFM 法的检测灵
敏度明显高于 PAUT 法 的, PAUT 法 回 波 幅 值 较
低, 容易造成该处缺陷的漏检。
图 9 为管板侧坡口根部圆角未熔合及坡口未熔
合缺陷的 TFM 成像结果, 对于这两种缺陷, PAUT
能发现其信号, 但灵敏度很低, 检测效果较差。通过
图谱分析得出圆角未熔合缺陷 S3的深度为7.2mm ,
自身高度为 3.1mm , 长度为 15.4mm ; 坡口未熔合
缺陷 S4 的深度为 2.3mm , 自身高度为 4.2mm , 长
度为 15.5mm 。
图 10 为 表 面 裂 纹 缺 陷 S5 的 TFM 成 像 结 果 图 9 管板侧坡口根部圆角未熔合及坡口未熔合
( TTTT ), 通过图谱分析得出表面裂纹 S5 的深度为 缺陷的 TFM 成像结果
-4.2mm , 长度为 15.7mm 。裂纹的真实形貌不规 布更接近缺陷的真实位置。
则( 中间粗两头尖且存在分叉), TFM 法的图谱表现 2.2.3 试验结果比对分析
为多处 集 中 的 缺 陷 信 号, 比 较 符 合 裂 纹 的 形 貌。 综合上述比对结果可知, 常规相控阵检测显示
TFM 法克服了声束方向性的缺点, 使回波信号的分 的缺陷, 全聚焦相控阵均能检测出来, 且具有更高的
3
3
2022 年 第 44 卷 第 1 期
无损检测