
Page 66 - 无损检测2022年第一期
P. 66
王红源, 等:
换热器管板筒体角焊缝的相控阵超声检测
2.2.1 模拟缺陷试块 1 对比试验结果
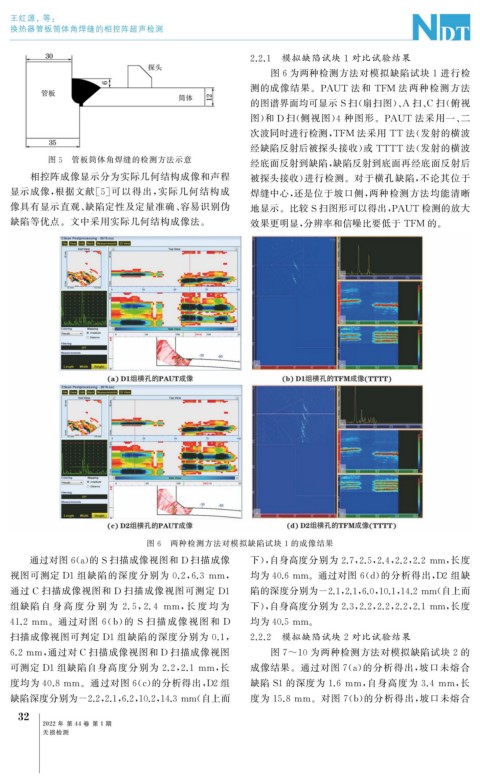
图6为两种检测方法对模拟缺陷试块 1 进行检
测的成像结果。 PAUT 法和 TFM 法两种检测方法
的图谱界面均可显示 S扫( 扇扫图)、 A 扫、 C 扫( 俯视
图) 和 D 扫( 侧视图) 4 种图形。 PAUT 法采用一、 二
次波同时进行检测, TFM 法采用 TT 法( 发射的横波
经缺陷反射后被探头接收) 或 TTTT 法( 发射的横波
图 5 管板筒体角焊缝的检测方法示意 经底面反射到缺陷, 缺陷反射到底面再经底面反射后
相控阵成像显示分为实际几何结构成像和声程 被探头接收) 进行检测。对于横孔缺陷, 不论其位于
显示成像, 根据文献[ 5 ] 可以得出, 实际几何结构成 焊缝中心, 还是位于坡口侧, 两种检测方法均能清晰
像具有显示直观、 缺陷定性及定量准确、 容易识别伪 地显示。比较 S扫图形可以得出, PAUT 检测的放大
缺陷等优点。文中采用实际几何结构成像法。 效果更明显, 分辨率和信噪比要低于 TFM 的。
图 6 两种检测方法对模拟缺陷试块 1 的成像结果
通过对图6 ( a ) 的 S扫描成像视图和 D 扫描成像 下), 自身高度分别为 2.7 , 2.5 , 2.4 , 2.2 , 2.2mm , 长度
视图可测定 D1 组缺陷的深度分别为 0.2 , 6.3mm , 均为40.6mm 。通过对图 6 ( d ) 的分析得出, D2 组缺
通过 C 扫描成像视图和 D 扫描成像视图可测定 D1 陷的深度分别为-2.1 , 2.1 , 6.0 , 10.1 , 14.2mm ( 自上而
组缺陷 自 身 高 度 分 别 为 2.5 , 2.4 mm , 长 度 均 为 下), 自身高度分别为 2.3 , 2.2 , 2.2 , 2.2 , 2.1mm , 长度
41.2mm 。通过对图 6 ( b ) 的 S 扫描成像视图和 D 均为40.5mm 。
扫描成像视图可判定 D1 组缺陷的深度分别为 0.1 , 2.2.2 模拟缺陷试块 2 对比试验结果
6.2mm , 通过对 C 扫描成像视图和 D 扫描成像视图 图 7~10 为两种检测方法对模拟缺陷试块 2 的
可测定 D1 组缺陷自身高度分别为 2.2 , 2.1mm , 长 成像结果。通过对图 7 ( a ) 的分析得出, 坡口未熔合
度均为40.8mm 。通过对图6 ( c ) 的分析得出, D2组 缺陷 S1 的深度为 1.6mm , 自身高度为 3.4mm , 长
缺陷深度分别为-2.2 , 2.1 , 6.2 , 10.2 , 14.3mm ( 自上而 度为 15.8mm 。对图 7 ( b ) 的分析得出, 坡口未熔合
2
3
2022 年 第 44 卷 第 1 期
无损检测