
Page 49 - 无损检测2021年第十二期
P. 49
李 衍:
双全法检测焊缝典型缺陷图谱解读
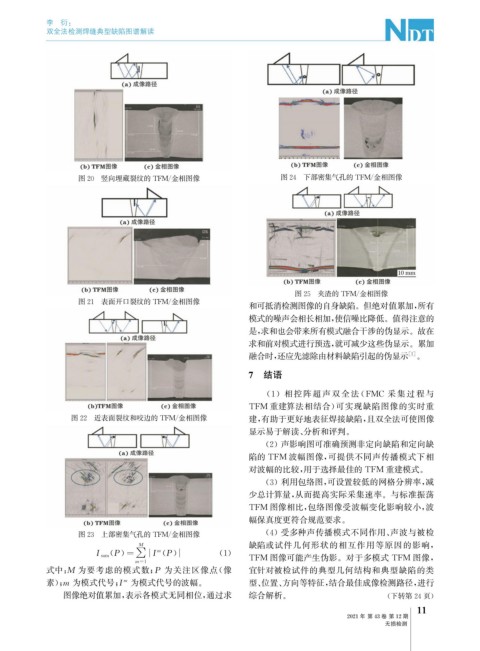
图20 竖向埋藏裂纹的 TFM / 金相图像 图24 下部密集气孔的 TFM / 金相图像
图25 夹渣的 TFM / 金相图像
图21 表面开口裂纹的 TFM / 金相图像
和可抵消检测图像的自身缺陷。但绝对值累加, 所有
模式的噪声会相长相加, 使信噪比降低。值得注意的
是, 求和也会带来所有模式融合干涉的伪显示。故在
求和前对模式进行预选, 就可减少这些伪显示。累加
[ 1 ]
融合时, 还应先滤除由材料缺陷引起的伪显示 。
7 结语
( 1 )相控阵 超 声 双 全 法 ( FMC 采 集 过 程 与
TFM 重建算法相结合) 可实现缺陷图像的实时重
图22 近表面裂纹和咬边的 TFM / 金相图像 建, 有助于更好地表征焊接缺陷, 且双全法可使图像
显示易于解读、 分析和评判。
( 2 )声影响图可准确预测非定向缺陷和定向缺
陷的 TFM 波幅图像, 可提供不同声传播模式下相
对波幅的比较, 用于选择最佳的 TFM 重建模式。
( 3 )利用包络图, 可设置较低的网格分辨率, 减
少总计算量, 从而提高实际采集速率。与标准振荡
TFM 图像相比, 包络图像受波幅变化影响较小, 波
幅保真度更符合规范要求。
图23 上部密集气孔的 TFM / 金相图像 ( 4 )受多种声传播模式不同作用、 声波与被检
M 缺陷或试件几何形状的相互作用等原因的影响,
m
I sum P ) = ∑ I ( P ) ( 1 )
(
m= 1 TFM 图像可能产生伪影。对于多模式 TFM 图像,
式中: M 为要考虑的模式数; P 为关注区像点( 像 宜针对被检试件的典型几何结构和典型缺陷的类
m
素); m 为模式代号; I 为模式代号的波幅。 型、 位置、 方向等特征, 结合最佳成像检测路径, 进行
图像绝对值累加, 表示各模式无同相位, 通过求 综合解析。 ( 下转第24页)
1
1
2021年 第43卷 第12期
无损检测