
Page 107 - 无损检测2021年第十一期
P. 107
马桂振, 等:
特殊铁磁构件的磁轭法检测
殊结构磁轭法磁粉检测的检测工艺、 检测参数及操 接接头, 一旦贴合不好, 检测区域很难达到磁化要
作规范进行论述。 求, 建议选用斜面接触头磁极。
U 型结构的特点是: ① 两个磁极分布于两个独
1 工件结构与磁场分布分析
立的表面, 其最短连线被空气介质阻隔, 结构类似于
为描述方便, 把平板对接接头几何结构表述为 马蹄形磁铁, 需磁化区域的两侧结构垂直于磁极连
一型结构( 见图 1 ); 把角接接头( 包括板 - 板 T 型角 线, 需磁化区域的底部部分平行于两磁极连线; ②
接接头、 管 - 板角接接头、 管 - 管角接接头) 结构表述 磁场从磁极进入工件后, 沿磁化区域表面弯曲传播
为 L型结构( 见图2 ); 把文章中提到的特殊结构( 如 到另一磁极, 最大弯曲角度为 180° , 磁场强度随深
狭窄间隙焊缝坡口面和根部区域) 表述为 U 型结构 度的增加逐步减弱; ③ 磁极容易贴合工件表面, 看
( 见图3 )。 似磁化操作简单, 但磁极所处的位置将决定磁化区
域的磁场方向及不同磁化区域是否能够实现有效磁
化, U 型结构的深度对磁路长度的影响很大, 磁路
过长将导致需磁化区域不能得到有效磁化。
磁粉检测的灵敏度与磁化方向有很大的关系, 若
缺陷方向与磁化方向近似平行或与工件表面的夹角小
图1 一型结构示意 于20° , 就难以被发现。文章针对图3的特殊结构进行
磁轭法磁粉检测研究, 确定了磁极所处位置、 磁场走
向、 磁路长度的变化等因素对磁粉检测检出效果的影
响, 结合磁粉检测的理论确定了最佳的磁化工艺。
2 试验验证及分析
2.1 工件结构选取
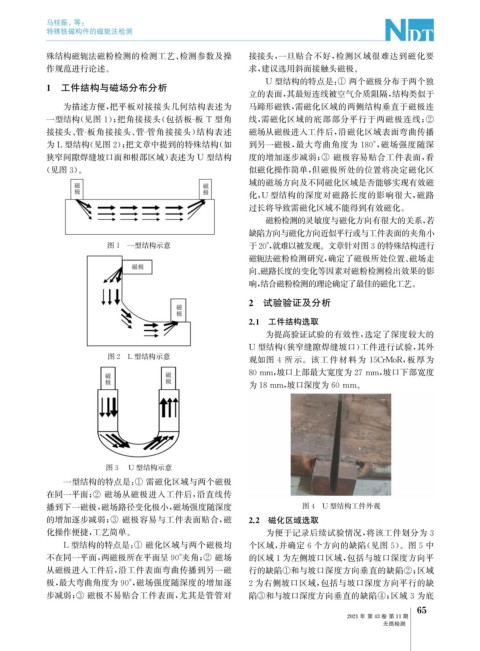
为提高验证试验的有效性, 选定了深度较大的
U 型结构( 狭窄缝隙焊缝坡口) 工件进行试验, 其外
图2 L型结构示意 观如图 4 所示。该工件材料为 15CrMoR , 板厚为
80mm , 坡口上部最大宽度为27mm , 坡口下部宽度
为18mm , 坡口深度为60mm 。
图3 U 型结构示意
一型结构的特点是: ① 需磁化区域与两个磁极
在同一平面; ② 磁场从磁极进入工件后, 沿直线传
播到下一磁极, 磁场路径变化极小, 磁场强度随深度 图4 U 型结构工件外观
的增加逐步减弱; ③ 磁极容易与工件表面贴合, 磁 2.2 磁化区域选取
化操作便捷, 工艺简单。 为便于记录后续试验情况, 将该工件划分为3
L型结构的特点是: ① 磁化区域与两个磁极均 个区域, 并确定6个方向的缺陷( 见图5 )。图5中
不在同一平面, 两磁极所在平面呈90° 夹角; ② 磁场 的区域1为左侧坡口区域, 包括与坡口深度方向平
从磁极进入工件后, 沿工件表面弯曲传播到另一磁 行的缺陷①和与坡口深度方向垂直的缺陷② ; 区域
极, 最大弯曲角度为90° , 磁场强度随深度的增加逐 2为右侧坡口区域, 包括与坡口深度方向平行的缺
步减弱; ③ 磁极不易贴合工件表面, 尤其是管管对 陷③和与坡口深度方向垂直的缺陷④ ; 区域3为底
5
6
2021年 第43卷 第11期
无损检测