
Page 79 - 无损检测2021年第十期
P. 79
江雁山, 等:
核电站主给水系统管道对接焊缝的超声波衍射时差法检测工艺
1 TOFD 检测工艺仿真分析
1.1 TOFD 声场仿真分析
在 CIVA 软件中, 457mm×29mm 管道的实
ϕ
际焊缝工艺参数为: 坡口角度为30° , 间隙为2mm ,
钝边为1mm 。对其进行建模, 模型如图1所示。
图1 ϕ 457mm×29mm 管道模型
对 TOFD 检测的关键工艺参数, 如探头频率、
晶片尺寸、 楔块角度以及声束交点深度等进行仿真
为探
分析, 得到检测工艺参数( 见表1 ), 表1中 P CS
头中心间距, T 为工件厚度, 表 1 中序号 3 为标准
NB / T47013.10-2015 《 承压设备无损检测 第 10
部分: 衍射时差法超声检测》推荐的检测工艺参数,
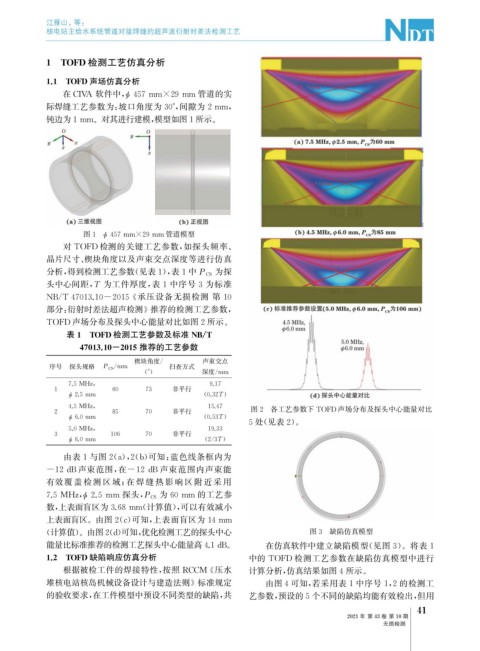
TOFD 声场分布及探头中心能量对比如图2所示。
表1 TOFD 检测工艺参数及标准 NB / T
47013.10-2015推荐的工艺参数
楔块角度 / 声束交点
序号 探头规格 P CS mm 扫查方式
/
( ° ) 深度 / mm
7.5MHz , 9.17
1 60 73 非平行
ϕ 2.5mm ( 0.32T )
4.5MHz , 15.47 图2 各工艺参数下 TOFD 声场分布及探头中心能量对比
2 85 70 非平行
ϕ 6.0mm ( 0.53 T )
5处( 见表2 )。
5.0MHz , 19.33
3 106 70 非平行
ϕ 6.0mm ( 2 / 3 T )
由表1与图2 ( a ), 2 ( b ) 可知: 蓝色线条框内为
-12dB声束范围, 在 -12dB 声束范围内声束能
有效覆 盖 检 测 区 域; 在 焊 缝 热 影 响 区 附 近 采 用
ϕ 为60mm 的工艺参
7.5MHz , 2.5mm 探头, P CS
数, 上表面盲区为3.68mm ( 计算值), 可以有效减小
上表面盲区。由图2 ( c ) 可知, 上表面盲区为14mm
( 计算值)。由图2 ( d ) 可知, 优化检测工艺的探头中心 图3 缺陷仿真模型
能量比标准推荐的检测工艺探头中心能量高4.1dB 。 在仿真软件中建立缺陷模型( 见图3 )。将表1
1.2 TOFD 缺陷响应仿真分析 中的 TOFD 检测工艺参数在缺陷仿真模型中进行
根据被检工件的焊接特性, 按照 RCCM 《 压水 计算分析, 仿真结果如图4所示。
堆核电站核岛机械设备设计与建造法则》标准规定 由图4可知, 若采用表1中序号1 , 2的检测工
的验收要求, 在工件模型中预设不同类型的缺陷, 共 艺参数, 预设的5个不同的缺陷均能有效检出, 但用
1
4
2021年 第43卷 第10期
无损检测