
Page 85 - 无损检测2021年第七期
P. 85
陈 亮, 等:
钢悬链线立管焊缝的自动超声检测
如表 3 所示, 由 表 3 可 知, 修 正 后 的 AUT 评 定 值
更精确。
图 5 典型 AUT 校准试块反射体布置示意
该通道反射体尺寸, 波幅超过满屏高度时, 分区高度
即是缺陷高度( 波幅法定量数据 如表 2 所示)。若 图 6 缺陷 D6 的单通道 AUT 显示
TOFD 通道有清晰显示, 且能区 分上下尖端信号,
则采用 TOFD 方法测定缺陷的高度。
表 2 波幅法定量数据 mm
波幅 / % 根部通道 热焊通道 填充通道 表面通道
100 1.25 1.88 2.50 1.25
95 1.19 1.78 2.38 1.19
90 1.13 1.69 2.25 1.13
图 7 缺陷 D7 的多通道 AUT 显示
85 1.06 1.59 2.13 1.06
80 1.00 1.50 2.00 1.00
75 0.94 1.41 1.88 0.94
70 0.88 1.31 1.75 0.88
65 0.81 1.22 1.63 0.81
60 0.75 1.13 1.50 0.75
55 0.69 1.03 1.38 0.69
50 0.63 0.94 1.25 0.63
45 0.56 0.84 1.13 0.56
图 8 缺陷 D6 的金相检验显示
40 0.50 0.75 1.00 0.50
35 0.44 0.66 0.88 0.44
30 0.38 0.56 0.75 0.38
25 0.31 0.47 0.63 0.31
20 0.25 0.38 0.50 0.25
15 0.19 0.28 0.38 0.19
10 0.13 0.19 0.25 0.13
5 0.06 0.09 0.13 0.06
0 0.00 0.00 0.00 0.00
图 9 缺陷 D7 的金相检验显示
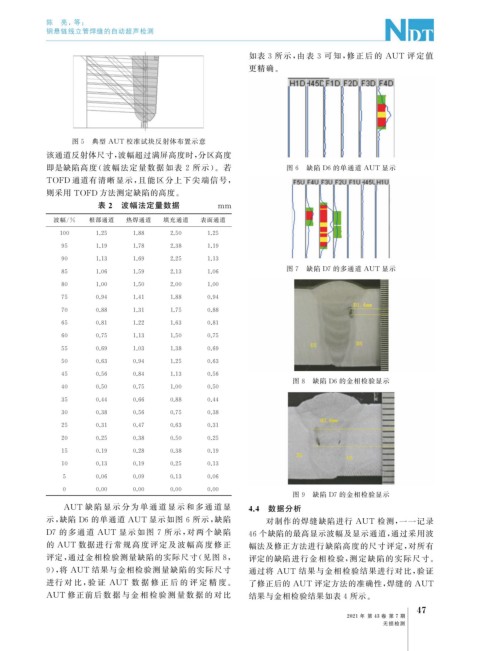
AUT 缺 陷 显 示 分 为 单 通 道 显 示 和 多 通 道 显 4.4 数据分析
示, 缺陷 D6 的单通道 AUT 显示如图 6 所示, 缺陷 对制作的焊缝缺陷进行 AUT 检测, 一一记录
D7 的 多 通 道 AUT 显 示 如 图 7 所 示, 对 两 个 缺 陷 46 个缺陷的最高显示波幅及显示通道, 通过采用波
的 AUT 数据进 行 常 规 高 度 评 定 及 波 幅 高 度 修 正 幅法及修正方法进行缺陷高度的尺寸评定, 对所有
评定, 通过金相检验测量缺陷的实际尺寸( 见图 8 , 评定的缺陷进行金相检验, 测定缺陷的实际尺寸。
9 ), 将 AUT 结果与金相检验测量缺陷的实际尺寸 通过将 AUT 结果与金相检验结果进行对比, 验证
进行 对 比, 验 证 AUT 数 据 修 正 后 的 评 定 精 度。 了修正后的 AUT 评定方法的准确性, 焊缝的 AUT
AUT 修正前 后 数 据 与 金 相 检 验 测 量 数 据 的 对 比 结果与金相检验结果如表 4 所示。
7
4
2021 年 第 43 卷 第 7 期
无损检测