
Page 82 - 无损检测 2021年第六期
P. 82
黎文超, 等:
基于深度重采样叠加的不锈钢焊缝 TOFD 检测信号降噪技术
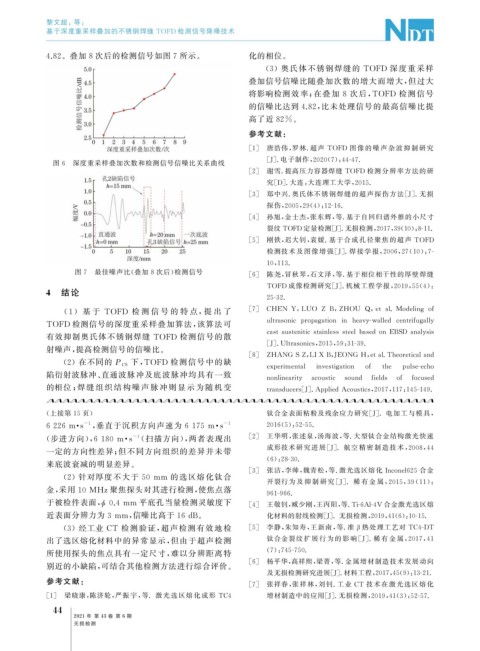
4.82 。叠加 8 次后的检测信号如图 7 所示。 化的相位。
( 3 )奥氏体不锈钢焊缝的 TOFD 深度重采样
叠加信号信噪比随叠加次数的增大而增大, 但过大
将影响检测效率; 在叠加 8 次后, TOFD 检测信号
的信噪比达到 4.82 , 比未处理信号的最高信噪比提
高了近 82% 。
参考文献:
[ 1 ] 唐浩伟, 罗林 . 超声 TOFD 图 像 的 噪 声 杂 波 抑 制 研 究
图 6 深度重采样叠加次数和检测信号信噪比关系曲线 [ J ] . 电子制作, 2020 ( 7 ): 44-47.
[ 2 ] 谢雪 . 提高压力容器焊缝 TOFD 检测分辨率方法的研
究[ D ] . 大连: 大连理工大学, 2015.
[ 3 ] 郑中兴 . 奥氏体不锈钢焊缝的超声探伤方法[ J ] . 无 损
探伤, 2005 , 29 ( 4 ): 12-16.
[ 4 ] 孙旭, 金士杰, 张东辉, 等. 基于自回归谱外推的小尺寸
裂纹 TOFD 定量检测[ J ] . 无损检测, 2017 , 39 ( 10 ): 8-11.
[ 5 ] 刚铁, 迟大钊, 袁媛 . 基于合成孔径聚焦的 超 声 TOFD
检测技术 及 图 像 增 强[ J ] . 焊 接 学 报, 2006 , 27 ( 10 ): 7-
10 , 113.
图 7 最佳噪声比( 叠加 8 次后) 检测信号 [ 6 ] 陈尧, 冒秋琴, 石文泽, 等 . 基于相位相干性的厚壁焊缝
TOFD 成像检测研究[ J ] . 机械工程学报, 2019 , 55 ( 4 ):
4 结论
25-32.
( 1 )基 于 TOFD 检 测 信 号 的 特 点, 提 出 了 [ 7 ] CHEN Y , LUO Z B , ZHOU Q , etal.Modelin g of
TOFD 检测信号的深度重采样叠加算法, 该算法可 ultrasonic p ro p a g ation in heav y -walled centrifu g all y
有效抑制奥氏体不锈钢焊缝 TOFD 检测信号的散 castausteniticstainlesssteelbasedonEBSDanal y sis
[ J ] .Ultrasonics , 2015 , 59 : 31-39.
射噪声, 提高检测信号的信噪比。
[ 8 ] ZHANGSZ , LIXB , JEONG H , etal.Theoreticaland
下, TOFD 检测信号中的缺
( 2 )在不同的 P CS
ex p erimental investi g ation of the p ulse-echo
陷衍射波脉冲、 直通波脉冲及底波脉冲均具有一致
nonlinearit y acoustic sound fields of focused
的相 位 ; 焊 缝 组 织 结 构 噪 声 脉 冲 则 显 示 为 随 机 变
transducers [ J ] .A pp liedAcoustics , 2017 , 117 : 145-149.
( 上接第 15 页) 钛合金表面粘粉及残余应力研究[ J ] .电加工与模具,
-1 -1 2016 ( 5 ): 52-55.
6226m · s , 垂直于沉积方向声速为 6175m · s
[ 2 ] 王华明, 张述泉, 汤海波, 等 . 大型钛合金结构激光快速
( 步进方向), 6180m · s ( 扫描方向), 两者表现出
-1
一定的方向性差异; 但不同方向组织的差异并未带 成形技术研 究 进 展[ J ] .航 空 精 密 制 造 技 术, 2008 , 44
( 6 ): 28-30.
来底波衰减的明显差异。
[ 3 ] 张洁, 李帅, 魏青松, 等 . 激光选区熔化Inconel625 合金
( 2 )针对厚度不大于 50 mm 的选区熔化钛合
开裂行为 及 抑 制 研 究 [ J ] .稀 有 金 属, 2015 , 39 ( 11 ):
金, 采用 10MHz聚焦探头对其进行检测, 使焦点落
961-966.
于被检件表面, 0.4mm 平底孔当量检测灵敏度下 [ 4 ] 王敬钊, 臧少刚, 王丙阳, 等.Ti-6Al-4V 合金激光选区熔
ϕ
近表面分辨力为 3mm , 信噪比高于 16dB 。 化材料的射线检测[ J ] . 无损检测, 2019 , 41 ( 6 ): 10-15.
( 3 )经工业 CT 检测验证, 超声检测有效地检 [ 5 ] 李静, 朱知寿, 王新南, 等 . 准 β 热处理工艺对 TC4-DT
出了选区熔化材料中的异常显示, 但由于超声检测 钛合金裂纹 扩 展 行 为 的 影 响 [ J ] . 稀 有 金 属, 2017 , 41
所使用探头的焦点具有一定尺寸, 难以分辨距离特 ( 7 ): 745-750.
[ 6 ] 杨平华, 高祥熙, 梁菁, 等. 金属增材制造技术发展动向
别近的小缺陷, 可结合其他检测方法进行综合评价。
及无损检测研究进展[ J ] . 材料工程, 2017 , 45 ( 9 ): 13-21.
参考文献: [ 7 ] 张祥春, 张祥林, 刘钊 . 工业 CT 技术在激光选区熔 化
[ 1 ] 梁晓康, 陈济轮, 严 振 宇, 等 .激 光 选 区 熔 化 成 形 TC4 增材制造中的应用[ J ] . 无损检测, 2019 , 41 ( 3 ): 52-57.
4
4
2021 年 第 43 卷 第 6 期
无损检测