
Page 118 - 无损检测 2021年第六期
P. 118
王树昌, 等:
核电站用起吊三脚架锻件的磁粉检测工艺
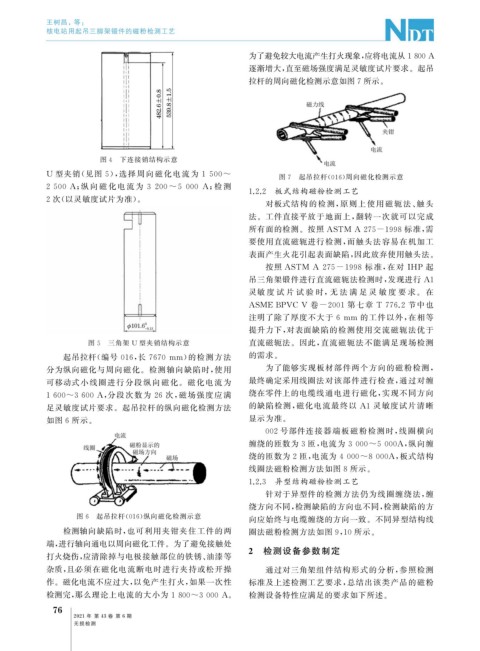
为了避免较大电流产生打火现象, 应将电流从1800A
逐渐增大, 直至磁场强度满足灵敏度试片要求。起吊
拉杆的周向磁化检测示意如图7所示。
图 4 下连接销结构示意
U 型夹销( 见图 5 ), 选择周向磁化电流为 1500~ 图 7 起吊拉杆( 016 ) 周向磁化检测示意
2500A ; 纵 向 磁 化 电 流 为 3200~5000 A ; 检 测
1.2.2 板式结构磁粉检测工艺
2 次( 以灵敏度试片为准)。 对板式结构的检测, 原则上使用 磁 轭 法、 触 头
法。工件直接平放于地面上, 翻转一次就可以完成
所有面的检测。按照 ASTM A275-1998 标准, 需
要使用直流磁轭进行检测, 而触头法容易在机加工
表面产生火花引起表面缺陷, 因此放弃使用触头法。
按照 ASTM A275-1998 标准, 在对 IHP 起
吊三角架锻件进行直流磁轭法检测时, 发现进行 A1
灵敏 度 试 片 试 验 时, 无 法 满 足 灵 敏 度 要 求。 在
ASMEBPVCV 卷 -2001 第七章 T776.2 节中也
注明了除了厚度不大于 6 mm 的工件以外, 在相等
提升力下, 对表面缺陷的检测使用交流磁轭法优于
图 5 三角架 U 型夹销结构示意 直流磁轭法。因此, 直流磁轭法不能满足现场检测
起吊拉杆( 编号 016 , 长 7670 mm ) 的检测方法 的需求。
分为纵向磁化与周向磁化。检测轴向缺陷时, 使用 为了能够实现板材部件两个方向的磁粉检测,
可移动式小线圈进行分段纵向磁化。磁化 电流为 最终确定采用线圈法对该部件进行检查, 通过对缠
1600~3600A , 分段次数为 26 次, 磁场强度应满 绕在零件上的电缆线通电进行磁化, 实现不同方向
足灵敏度试片要求。起吊拉杆的纵向磁化检测方法 的缺陷检测, 磁化电流最终以 A1 灵敏度试片清晰
如图 6 所示。 显示为准。
002 号部件连接器端板磁粉检测时, 线圈横向
缠绕的匝数为 3 匝, 电流为 3000~5000A , 纵向缠
绕的匝数为 2 匝, 电流为 4000~8000A , 板式结构
线圈法磁粉检测方法如图 8 所示。
1.2.3 异型结构磁粉检测工艺
针对于异型件的检测方法仍为线圈缠绕法, 缠
绕方向不同, 检测缺陷的方向也不同, 检测缺陷的方
图 6 起吊拉杆( 016 ) 纵向磁化检测示意 向应始终与电缆缠绕的方向一致。不同异型结构线
检测轴向缺陷时, 也可利用夹钳夹住工件的两 圈法磁粉检测方法如图 9 , 10 所示。
端, 进行轴向通电以周向磁化工件。为了避免接触处
2 检测设备参数制定
打火烧伤, 应清除掉与电极接触部位的铁锈、 油漆等
杂质, 且必须在磁化电流断电时进行夹持或松开操 通过对三角架组件结构形式的分析, 参照检测
作。磁化电流不应过大, 以免产生打火, 如果一次性 标准及上述检测工艺要求, 总结出该类产品的磁粉
检测完, 那么理论上电流的大小为 1800~3000A 。 检测设备特性应满足的要求如下所述。
6
7
2021 年 第 43 卷 第 6 期
无损检测