
Page 113 - 无损检测 2021年第六期
P. 113
朱 镇, 等:
半自动荧光渗透检测流水线的工艺优化
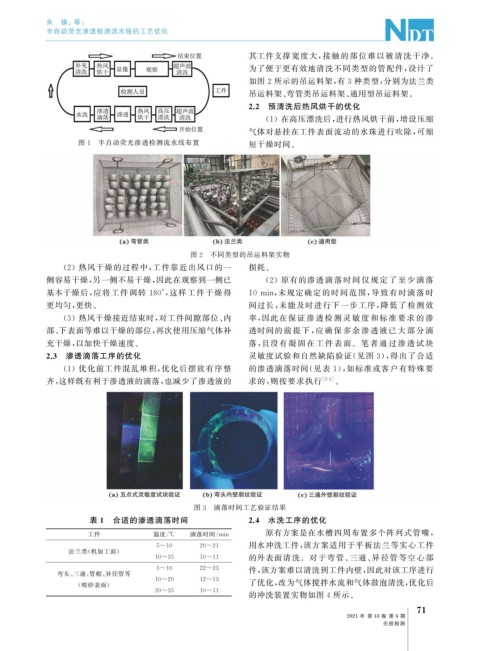
其工件支撑宽度大, 接触的部位难以被清洗干净。
为了便于更有效地清洗不同类型的管配件, 设计了
如图 2 所示的吊运料架, 有 3 种类型, 分别为法兰类
吊运料架、 弯管类吊运料架、 通用型吊运料架。
2.2 预清洗后热风烘干的优化
( 1 )在高压漂洗后, 进行热风烘干前, 增设压缩
气体对悬挂在工件表面流动的水珠进行吹除, 可缩
图 1 半自动荧光渗透检测流水线布置 短干燥时间。
图 2 不同类型的吊运料架实物
( 2 )热风干燥的过程中, 工件靠近出风口的一 损耗。
侧容易干燥, 另一侧不易干燥, 因此在观察到一侧已 ( 2 )原有的渗透 滴 落 时 间 仅 规 定 了 至 少 滴 落
基本干燥后, 应将工件调转 180° , 这样工件 干燥得 10min , 未规定确定的时间范围, 导致有时滴 落 时
更均匀, 更快。 间过长, 未能及时进行下一步工序, 降低了检测效
( 3 )热风干燥接近结束时, 对工件间隙部位、 内 率, 因此在 保 证 渗 透 检 测 灵 敏 度 和 标 准 要 求 的 渗
部、 下表面等难以干燥的部位, 再次使用压缩气体补 透时间的 前 提 下, 应 确 保 多 余 渗 透 液 已 大 部 分 滴
充干燥, 以加快干燥速度。 落, 且没有 凝 固 在 工 件 表 面。 笔 者 通 过 渗 透 试 块
2.3 渗透滴落工序的优化 灵敏度试验和自然缺陷验证( 见图 3 ), 得出了合适
( 1 )优化前工件混乱堆积, 优化后摆放有序整 的渗透滴落时间( 见表 1 ), 如标准或客户有特殊要
齐, 这样既有利于渗透液的滴落, 也减少了渗透液的 求的, 则按要求执行 [ 2-3 ] 。
图 3 滴落时间工艺验证结果
表 1 合适的渗透滴落时间 2.4 水洗工序的优化
工件 温度 / ℃ 滴落时间 / min 原有方案是在水槽四周布置多个阵列式管嘴,
用水冲洗工件, 该方案适用于平板法兰等实心工件
5~10 20~21
法兰类( 机加工面)
10~35 10~11 的外表面清洗。对于弯管、 三通、 异径管等空心部
5~10 22~23 件, 该方案难以清洗到工件内壁, 因此对该工序进行
弯头、 三通、 管帽、 异径管等
10~20 12~13 了优化, 改为气体搅拌水流和气体鼓泡清洗, 优化后
( 喷砂表面)
20~35 10~11
的冲洗装置实物如图 4 所示。
1
7
2021 年 第 43 卷 第 6 期
无损检测