
Page 92 - 无损检测2021年第五期
P. 92
黄 磊, 等:
B 型套筒搭接焊缝的相控阵超声检测
保障管道的修复质量, 需要对 B 型套筒焊接过程中 由式( 2 ) 可得t n 的表达式为
产生的缺陷进行有效地检测。 B 型套筒的焊缝有对 f d N -1 2
t n = t 0 + 1- 1+ n- -
接焊缝和搭接焊缝。笔者主要从相控阵声场模型建 c f 2
立、 焊缝结构与检测方法、 声束覆盖与模拟试块、 检 d N -1 1 / 2
2×sinθ f ( 3 )
n-
测工艺制定与结果分析等方面研究 B 型套筒搭接 2
, 根据几何关系可
焊缝的检测。 记晶片n 到焦点的距离为r n
的近似式
知, 当r 0≫nd 时, 有r n
1 相控阵探头声场模型建立 ndsinθ+ nd ) cosθ
2
2
(
r n = r 0 - ( 4 )
单一晶片换能器发射声场的模型考虑了声场在 2r 0
将式( 3 ) 作类似式( 4 ) 的简化, 最终得到
任意复杂界面处的反射和投射, 以及在任意介质中
2
的传播过程。模型的发射声场 φ r , t ) 由瑞利积分 t n = nt 0 + ct 0 2 [ nN -n -n ] ( 5 )
2
(
得到, 表示为 2 f tanθ
θ=0 时, 式( 5 ) 不适用, 需采用式( 4 ) 计算各晶
φ r , t ) =
(
片的延时, 用延时修正瑞利积分得到相控阵探头的
r - r'
T ra×D ×v n r' , t- 发射声场
c+ t n
∬ 2π r - r'
ds ( r' ) ( 1 )
T N- 1 DT ra v n r' , t-
式中: T 为积分区域( 对探头表面积分); r' , r 为点 φ r , t ) = ∑ c+ t n ds ( r' )
(
∬
n=0 T 2πr- r'
为 点源的振动速度;
源位置; d s 为点源面积元; v n
为声束在界面上的折射系数; D 为声波衰减系 ( 6 )
T ra
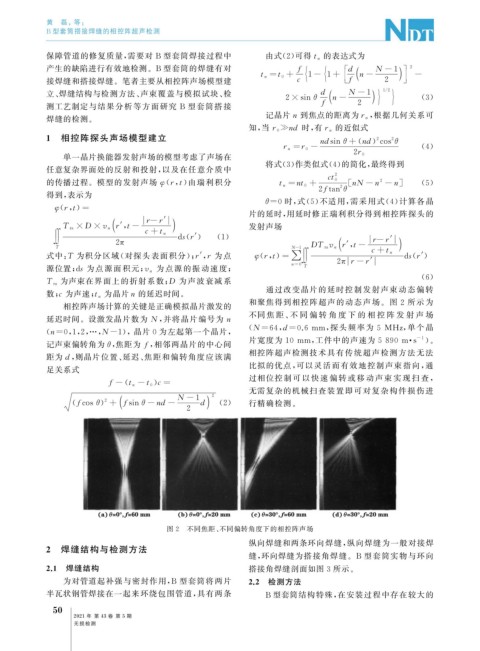
通过改变晶片的延时控制发射声束动态偏转
为晶片n 的延迟时间。
数; c 为声速; t n
和聚焦得到相控阵超声的动态声场。图 2 所示为
相控阵声场计算的关键是正确模拟晶片激发的
不同 焦 距、 不 同 偏 转 角 度 下 的 相 控 阵 发 射 声 场
延迟时间。设激发晶片数为 N , 并将晶片编号为 n
( N=64 , d=0.6mm , 探头频率为 5 MHz , 单个晶
( n=0 , 1 , 2 ,…, N-1 ),晶片 0 为左起第一个晶片,
-1
记声束偏转角为θ , 焦距为 f 相邻两晶片的中心间 片宽度为 10mm , 工件中的声速为 5890m · s )。
,
相控阵超声检测技术具有传统超声检测方法无法
距为d , 则晶片位置、 延迟、 焦距和偏转角度应该满
比拟的优点, 可以灵活而有效地控制声束指向, 通
足关系式
过相位控 制 可 以 快 速 偏 转 或 移 动 声 束 实 现 扫 查,
(
)
f - t n - t 0 c=
无需复杂的机械扫查装置即可对复杂构件损伤进
2
N -1
2
( cosθ ) + f sinθ-nd - 2 ( 2 ) 行精确检测。
f
d
图 2 不同焦距、 不同偏转角度下的相控阵声场
纵向焊缝和两条环向焊缝, 纵向焊缝为一般对接焊
2 焊缝结构与检测方法
缝, 环向焊缝为搭接角焊缝。 B 型套筒实物与环向
2.1 焊缝结构 搭接角焊缝剖面如图 3 所示。
为对管道起补强与密封作用, B 型套筒将两片 2.2 检测方法
半瓦状钢管焊接在一起来环绕包围管道, 具有两条 B 型套筒结构特殊, 在安装过程中存在较大的
0
5
2021 年 第 43 卷 第 5 期
无损检测