
Page 93 - 无损检测2021年第五期
P. 93
黄 磊, 等:
B 型套筒搭接焊缝的相控阵超声检测
检测时, 可以将探头放在 B型套筒上或在钢管管体上
[ 见图4 ( b )], 建议优先选择放在 B 型套筒上。若在
钢管管体上进行检测, 管道内还在输送的天然气会对
超声波有一定的吸收, 影响检测灵敏度。
3 声束覆盖与模拟试块
3.1 声束覆盖模拟
应用仿真软件建立 B 型套筒搭接角焊缝截面
模型, 根据检测工艺选定相应检测面并进行扇形扫
查声束覆盖模拟, 检测工艺应确保焊缝截面检测区
域的任意位置均能被声束覆盖。仿真软件可验证检
测工艺的合理性, 从而为检测 B 型套筒角焊缝提供
理论性指导。
套筒侧与管道侧声束覆盖模拟结果如图 5 所
示, 由图 5 可以看出, 探头扫查面为 B 型套筒侧时,
声束通过一次反射和二次反射可以覆盖整个 B 型
套筒搭接角焊缝, 因此无检测盲区; 探头扫查面为管
图 3 B 型套筒实物与环向搭接角焊缝剖面
道侧时, 声束通过二次反射可以覆盖整个 B 型套筒
残余应力, 容易在焊缝或热影响区产生焊接裂纹、 夹 搭接角焊缝, 因此也无检测盲区, 但是由于超声声束
渣、 气孔等缺陷。纵向对接焊缝的超声检测或射线 一次反射经过管道管体, 管体内输送的介质可能会
检测没有技术上的难度, 而环向搭接角焊缝的超声 对超声声束有一定的吸收, 从而降低检测灵敏度, 所
检测或射线检测均有较大难度。 以推荐优先选择从 B 型套筒侧进行检测。
B型套筒修复一般是在不停输状态下进行的, 若
是对环向搭接角焊缝进行双壁单影透照, 透照壁厚过
大及焊缝结构自身的特点会导致射线检测的缺陷检
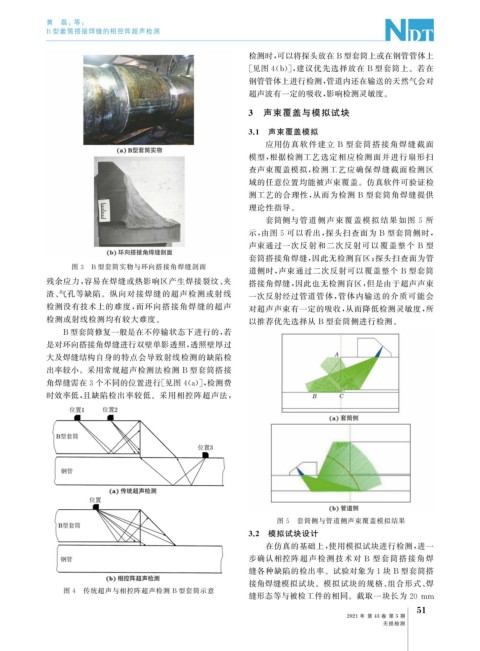
出率较小。采用常规超声检测法检测 B 型套筒搭接
角焊缝需在3个不同的位置进行[ 见图4 ( a )], 检测费
时效率低, 且缺陷检出率较低。采用相控阵超声法,
图 5 套筒侧与管道侧声束覆盖模拟结果
3.2 模拟试块设计
在仿真的基础上, 使用模拟试块进行检测, 进一
步确认相控阵超声检测技术对 B 型套筒搭接角焊
缝各种缺陷的检出率。试验对象为1块 B 型套筒搭
接角焊缝模拟试块。模拟试块的规格、 组合形式、 焊
图 4 传统超声与相控阵超声检测 B 型套筒示意
缝形态等与被检工件的相同。截取一块长为 20mm
1
5
2021 年 第 43 卷 第 5 期
无损检测