
Page 52 - 无损检测2021年第五期
P. 52
聂 凯, 等:
AP1000 核电厂爆破阀剪切盖锻件的超声检测
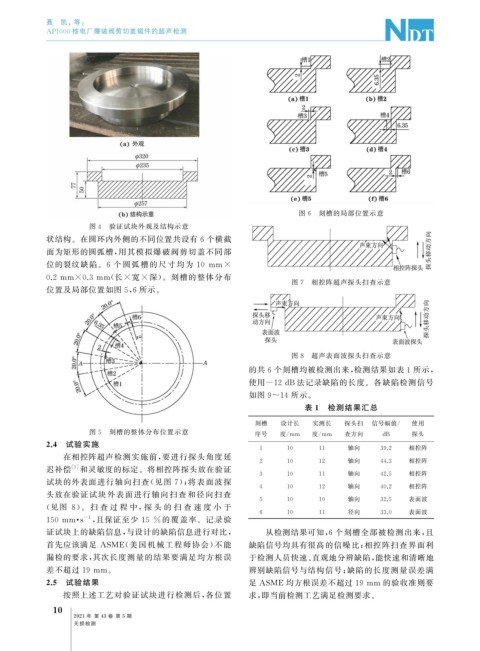
图 6 刻槽的局部位置示意
图 4 验证试块外观及结构示意
状结构。在圆环内外侧的不同位置共设有 6 个横截
面为矩形的圆弧槽, 用其模拟爆破阀剪切盖不同部
位的裂纹缺陷。 6 个圆弧槽的尺寸 均为 10 mm×
0.2mm×0.3mm ( 长 × 宽 × 深)。刻槽的整体分布
图 7 相控阵超声探头扫查示意
位置及局部位置如图 5 , 6 所示。
图 8 超声表面波探头扫查示意
的共 6 个刻槽均被检测出来, 检测结果如表 1 所示,
使用 -12dB 法记录缺陷的长度。各缺陷检测信号
如图 9~14 所示。
表 1 检测结果汇总
刻槽 设计长 实测长 探头扫 信号幅值 / 使用
图 5 刻槽的整体分布位置示意 序号 度 / mm 度 / mm 查方向 dB 探头
2.4 试验实施
1 10 11 轴向 39.2 相控阵
在相控阵超声检测实施前, 要进行探头角度延
2 10 12 轴向 44.3 相控阵
迟补偿 [ 5 ] 和灵敏度的标定。将相控阵探头放在验证
3 10 11 轴向 42.5 相控阵
试块的外表面进行轴向扫查( 见图 7 ); 将表面波探
4 10 12 轴向 40.2 相控阵
头放在验证试块外表面进行轴向扫查和径 向扫查
5 10 10 轴向 32.5 表面波
( 见图 8 )。 扫 查 过 程 中, 探 头 的 扫 查 速 度 小 于
6 10 11 径向 33.0 表面波
150mm · s , 且保证至少 15 % 的覆盖率。记录验
-1
证试块上的缺陷信息, 与设计的缺陷信息进行对比, 从检测结果可知, 6 个刻槽全部被检测出来, 且
首先应该满足 ASME ( 美国机械工程师协会) 不能 缺陷信号均具有很高的信噪比; 相控阵扫查界面利
漏检的要求, 其次长度测量的结果要满足均方根误 于检测人员快速、 直观地分辨缺陷, 能快速和清晰地
差不超过 19mm 。 辨别缺陷信号与结构信号; 缺陷的长度测量误差满
2.5 试验结果 足 ASME 均方根误差不超过 19mm 的验收准则要
按照上述工艺对验证试块进行检测后, 各位置 求, 即当前检测工艺满足检测要求。
0
1
2021 年 第 43 卷 第 5 期
无损检测