
Page 46 - 无损检测2021年第五期
P. 46
高祥熙, 等:
飞机液压导管裂纹的超声表面波检测
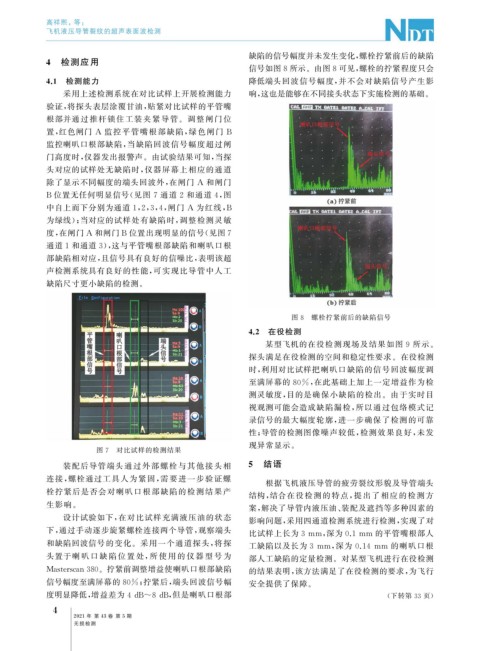
缺陷的信号幅度并未发生变化, 螺栓拧紧前后的缺陷
4 检测应用
信号如图8所示。由图8可见, 螺栓的拧紧程度只会
4.1 检测能力 降低端头回波信号幅度, 并不会对缺陷信号产生影
采用上述检测系统在对比试样上开展检测能力 响, 这也是能够在不同接头状态下实施检测的基础。
验证, 将探头表层涂覆甘油, 贴紧对比试样的平管嘴
根部并通过推杆锁住工装夹紧导管。调整 闸门位
置, 红色闸门 A 监控平管嘴根部缺陷, 绿色闸门 B
监控喇叭口根部缺陷, 当缺陷回波信号幅度超过闸
门高度时, 仪器发出报警声。由试验结果可知, 当探
头对应的试样处无缺陷时, 仪器屏幕上相应的通道
除了显示不同幅度的端头回波外, 在闸门 A 和闸门
B 位置无任何明显信号( 见图 7 通道 2 和通道 4 , 图
中自上而下分别为通道 1 , 2 , 3 , 4 , 闸门 A 为红线, B
为绿线); 当对应的试样处有缺陷时, 调整检测灵敏
度, 在闸门 A 和闸门 B 位置出现明显的信号( 见图7
通道 1 和通道 3 ), 这与平管嘴根部缺陷和喇叭口根
部缺陷相对应, 且信号具有良好的信噪比, 表明该超
声检测系统具有良好的性能, 可实现比导管中人工
缺陷尺寸更小缺陷的检测。
图 8 螺栓拧紧前后的缺陷信号
4.2 在役检测
某型飞机的在役检测现场及结果如图 9 所示。
探头满足在役检测的空间和稳定性要求。在役检测
时, 利用对比试样把喇叭口缺陷的信号回波幅度调
至满屏幕的 80% , 在此基础上加上一定增益作为检
测灵敏度, 目的是确保小缺陷的检出。由于实时目
视观测可能会造成缺陷漏检, 所以通过包络模式记
录信号的最大幅度轮廓, 进一步确保了检测的可靠
性; 导管的检测图像噪声较低, 检测效果良好, 未发
现异常显示。
图 7 对比试样的检测结果
装配后导管端头通过外部螺栓与其他接头相 5 结语
连接, 螺栓通过工具人为紧固, 需要进一步验证螺
根据飞机液压导管的疲劳裂纹形貌及导管端头
栓拧紧后是否会对喇叭口根部缺陷的检测结果产
结构, 结合在役检测的特点, 提出了相应的检测方
生影响。 案, 解决了导管内液压油、 装配及遮挡等多种因素的
设计试验如下, 在对比试样充满液压油的状态 影响问题, 采用四通道检测系统进行检测, 实现了对
下, 通过手动逐步旋紧螺栓连接两个导管, 观察端头 比试样上长为3mm , 深为0.1mm 的平管嘴根部人
和缺陷回波信号的变化。采用一个通道探头, 将探 工缺陷以及长为 3mm , 深为 0.14 mm 的喇叭口根
头置于喇 叭 口 缺 陷 位 置 处, 所 使 用 的 仪 器 型 号 为 部人工缺陷的定量检测。对某型飞机进行在役检测
Masterscan 380 。拧紧前调整增益使喇叭口根部缺陷 的结果表明, 该方法满足了在役检测的要求, 为飞行
信号幅度至满屏幕的 80% ; 拧紧后, 端头回波信号幅 安全提供了保障。
度明显降低, 增益差为 4dB~8dB , 但是喇叭口根部 ( 下转第 33 页)
4
2021 年 第 43 卷 第 5 期
无损检测